ЯМЗ 238: свободное вращение вперед
Свободное вращение вперед возможно благодаря применению специальной системы подачи топлива и воздуха. Внутри двигателя создается смесь, состоящая из топлива и воздуха, которая поджигается и вызывает работу двигателя. Для свободного вращения вперед механизм подачи топлива и воздуха настроен таким образом, что смесь поджигается в определенном моменте времени, создавая силу, которая приводит вращение ротора вперед.
Вращение вперед является основным и наиболее распространенным режимом работы двигателя ЯМЗ 238.
Важно отметить, что свободное вращение вперед происходит под воздействием от работы двигателя, и не требуется для этого дополнительных усилий. Это делает двигатель ЯМЗ 238 очень удобным и надежным в использовании
Моменты затяжки основных резьбовых соединений
Крепеж головки цилиндров
Порядок затяжки болтов крепления головки блока цилиндров.
На рисунке приведен порядок затяжки болтов крепления головки цилиндров. Предварительно установленные болты подтянуть от руки. В дальнейшем болты крепления головки блока цилиндров затягиваются за три приема:
1 прием – болты затянуть моментом 100±10 Н·м (10±1 кгс·м).
2 прием – болты довернуть на 180º±5º.
3 прием – болты довернуть на 90º±5º.
Внимание:
После затяжки болтов крепления головки блока цилиндров, выполненной в три приема, дальнейшего контроля затяжки болтов в эксплуатации не требуется
Резьбовое соединение
Момент затяжки, Н·м (кгс·м)
Крепеж коленчатого вала и шатунно-поршневой группы
Болты крепления крышки коренных подшипников коленчатого вала
Предварительный момент затяжки: 135±15 (13,5±1,5)
Окончательный момент: довернуть болты на 120º±2º
Болты крепления маховика.
Внимание:
Болты используются только 1 раз. Установка болтов второй раз недопустима. Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления гасителя крутильных колебаний.
Внимание:
Болты используются только 1 раз
Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления крышки шатуна
Предварительный момент затяжки: 70 ± 5 (7 ± 0,5)
Окончательный момент: довернуть болты 115º±2º
Болты крепления форсунок охлаждения поршней
8 – 10 (0,8 – 1,0)
Крепеж внутри картера маховика
Болты крепления корпуса шестерен
80 — 100 (8,0 – 10,0) с нанесением анаэробного герметика Loctite 518 на фланец
Болты крепления масляного насоса
22 — 25 (2,2 – 2,5)
Болты крепления подшипника распределительного вала
50 – 55 (5 – 5,5)
Болты крепления промежуточной шестерни привода пневмокомпрессора
50 – 55 (5 – 5,5)
Болты крепления картера маховика
Ø10мм: 43 — 55 (4,4 – 5,6)
Ø12мм: 80 — 100 (8,0 – 10,0)
с нанесением герметика Loctite 518 на фланец
Крепеж механизма газораспределения
Болты стоек и оси коромысел
Затяжку производить в три приёма:
1. Завернуть на 2 — 3 оборота;
2. Начиная с середины, последовательно перемещаясь в обе стороны, затянуть моментом 20 — 30 (2,0 — 3,0);
3. Начиная слева, последовательно перемещаясь вправо дотянуть моментом 73,54 ± 4,9 (7,5 ± 0,5)
Регулировочные гайки коромысел
50 – 55 (5 – 5,5)
Крепеж топливной аппаратуры
Гайка крепления шестерни привода топливного насоса
195 ± 5 (19,5 ± 0,5)
Болты крепления топливного насоса высокого давления
50 — 55 (5,0 – 5,5)
Болты крепления рампы
45 ± 2 (4,5 ± 0,2)
Болты крепления скоб форсунок в головке цилиндров
Предварительный момент затяжки: 16±1 (1,6± 0,1)
Окончательный момент: довернуть болты на 95º±2º
Гайка штуцера форсунки в головке блока цилиндров
Предварительный момент затяжки: 5 (0,5)
Окончательный момент затяжки: 55 ± 1 (5,5 ±0,1)
Гайки крепления топливопроводов к рампе и штуцеру форсунки
25+8 (2,5+0,8)
При течи топлива затянуть максимальным моментом 50 (5,0)
Болты крепления фильтра тонкой очистки топлива
22 – 25 (2,2 – 2,5)
Болты крепления блока электронного управления
8 – 10 (0,8 – 1,0)
Крепеж крышки головки цилиндров и масляного картера
Болты крепления крышки головки цилиндров
8 – 10 (0,8 – 1,0)
Болты крепления картера масляного
22 — 25 (2,2 ± 2,5) с нанесением герметика Loctite 518 на фланец
Пробка сливного отверстия масляного картера
70 ± 14 (7,0 ± 1,4)
Крепеж навесных агрегатов
Болты крепления кронштейна генератора
50 – 55 (5,0 -5,5)
Болты крепления генератора на кронштейне
50 – 55 (5,0 -5,5)
Болты крепления кронштейна компрессора кондиционера
50 – 55 (5,0 -5,5)
Болты крепления компрессора кондиционера на кронштейне
22 – 25 (2,2 – 2,5)
Болты крепления натяжных роликов
50 – 55 (5,0 -5,5)
Болты крепления пневмокомпрессора
Ø10мм: 50 — 55 (5,0 – 5,5)
Ø14мм: 140 — 160 (14 – 16)
Болты крепления насоса гидроусилителя руля
50 – 55 (5,0 -5,5)
Гайки крепления стартера
80 – 100 (8 – 10)
Болты крепления распределительной водяной трубы на головке
22 – 25 (2,2 – 2,5)
Болты крепления сервисного модуля
22 – 25 (2,2 – 2,5)
Болты корпуса привода вентилятора
Ø 8мм: 22 — 25 (2,2 – 2,5)
Ø10мм: 50 — 55 (5,0 – 5,5)
Болты крепления предпускового электроподогревателя воздуха
22 – 25 (2,2 – 2,5)
Болты рымов двигателя
140 – 160 (14 – 16)
Крепеж выпускного тракта
Болты крепления выпускного коллектора
Предварительный момент затяжки: 20 (2,0)
Окончательный момент затяжки: 50- 55 (5,0 – 5,5)
Гайки крепления турбокомпрессора на выпускном коллекторе
50 — 55 (5,0 – 5,5)
Гайки крепления заслонки моторного тормоза
50 — 55 (5,0 – 5,5)
Cнятие головки ямз 236
Cнятие головки начинается с откручивания водяного коллектора. Впускного коллектора. Топливные трубки. При их снятии необходимо фиксировать удлинители топливных форсунок. Они откручиваются от форсунок. И теряют герметичность. При последующей установке. Возможно просачивание топлива в картер двигателя
Осторожно необходимо откручивать трубку обратки топлива

Возможна утечка как из под гайки трубки . Так и из под штуцера. Который вворачивается в блок. Особенно необходимо быть острожным при откручивании трубки обратки с форсунок. Трубка лопается в основании штуцера. Если резко провернуть ключ. После того как удалены все трубки. Откручиваются и вынимаются форсунки. Кронштейны коромысел прикручены болтами.
Снятие штанг толкателей может привести к неприятному моменту
Если неосторожно вытаскивать штангу. И она выскочит из рук. То провалиться в картер двигателя
Достать её будет очень тяжело. Многие оставляют штангу там. Она особенно не помешает работе двигателя. Если займет нейтральное положение. Поэтому выниматься штанга должна аккуратно
То провалиться в картер двигателя . Достать её будет очень тяжело. Многие оставляют штангу там. Она особенно не помешает работе двигателя. Если займет нейтральное положение. Поэтому выниматься штанга должна аккуратно.
Гайки крепления головки желательно откручивать с одним усилием. При помощи динамометрического ключа. Головка массивная. Ослабление одних гаек приведет к увеличению нагрузки на другие. Это может вызвать как просадку гильз. Так коробление самой головки. Лучше открутить её в два приема. Установив на ключе нагрузку в 140 Н*м.
Установка по меткам на грм ямз
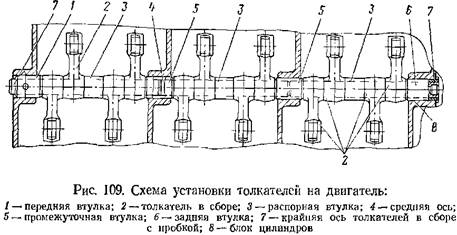
Распределительный вал устанавливаем в блок цилиндров в сборе с шестернями, предварительно проверив расположение толкателей.
Ремонтные размеры опорных шеек распределительного вала должны соответствовать ремонтным размерам отверстий втулок, запрессованных в блок цилиндров.
Перед постановкой шейхи распределительного вала обильно смазываем дизельным маслом и совмещаем установочную метку «П» (см. рис. 5) на зубе ведущей шестерни 5 привода топливного насоса с меткой «П» на длине зуба ведомой шестерни 7 привода ТНВД.
При совмещении отверстий упорного фланца с отверстиями в блоке цилиндров необходимо фланец положить так, чтобы он перекрыл отверстие, под ось толкателей в блоке цилиндров.
В совмещенные отверстия ввертываем два болта с замковыми шайбами. Усики замковых шайб должны войти в отверстия упорного фланца, а концы шайб, после затяжки болтов, отгибают и прижимают к граням.
После окончательной затяжки болтов распределительный вал должен вращаться легко, без заеданий.
Окружной зазор в зацеплении шестерен должен быть в пределах 0,09 – 0,22 мм; проверяем зазор в трех равнорасположенных точках, при положении блока двигателя картером вниз.
Устанавливаем коленчатый вал двигателя. Подробную технологию установки коленчатого вала смотрим в статье «Установка коленчатого вала на двигатель».
Установка крышки шестерен распределения, привода вентилятора, кронштейна передней опоры двигателя и шкива коленчатого вала.
Перед установкой крышки шестерен распределения привалочную плоскость протирают, смазывают герметиком и устанавливают правую и левую прокладки крышки.
При установке прокладок не допускается наличие морщин, надрывов и перекрытие прокладками соединительных каналов.
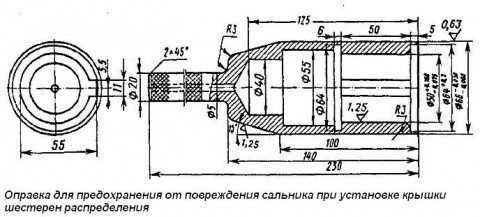
Для предохранения сальника коленчатого вала в крышке от повреждения на передний конец коленчатого вала надеваем предохранительную оправку (рис. 6) и смазываем сальник дизельным маслом.
Крышку шестерен распределения устанавливаем на штифты блока цилиндров, предварительно протерев привалочные плоскости, и закрепляем десятью болтами с плоскими и пружинными шайбами.
Привод вентилятора устанавливаем на шпильки крышки шестерен распределения, предварительно установив прокладку. При этом шестерня привода вентилятора должна войти в зацепление с шестерней распределительного вала.
Привод вентилятора крепим четырьмя гайками с подложенными шайбами.
Верхнюю крышку блока цилиндров устанавливаем на шпильки и крепим двумя болтами и пятью гайками с подложенными плоскими и пружинными шайбами.
Перед установкой крышки необходимо протереть привалочную плоскость и установить на шпильки прокладку. При креплении крышки болт и гайку под кронштейн генератора окончательно не затягиваем.
Затем устанавливаем на верхнюю крышку прокладки заглушки люка и саму заглушку, которую крепим четырьмя болтами с подложенными пружинными шайбами.
Кронштейн передней опоры двигателя устанавливаем на крышку шестерен распределения и крепим четырьмя болтами с подложенными пружинными шайбами.
Болты должны быть затянуты моментом 90—1 10 Нм (9-11 кгсм). Перед установкой передней опоры необходимо протереть привалочные поверхности.
При установке шкива коленчатого вала необходимо провернуть коленчатый вал в положение для запрессовки сегментной шпонки и запрессовать ее в шпоночный паз переднего конца коленчатого вала.
Затем протираем посадочные поверхности и напрессовываем на передний конец коленчатого вала шкив до упора в бурт и закрепляем болтом с подложенной шайбой.
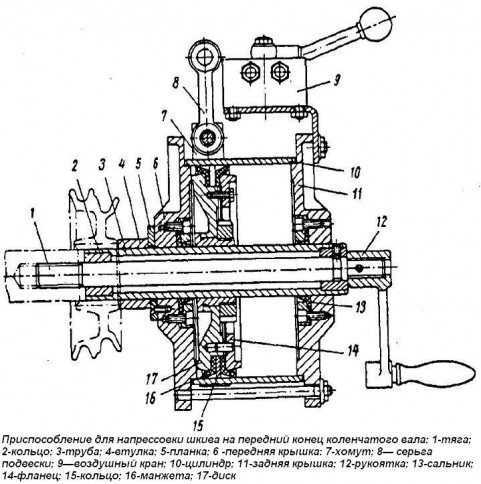
При напрессовке шкива на передний конец коленчатого вала используем пневматическое приспособление (рис. 7).
Для этого на трубу 3 устанавливают шкив, ввертываем рукояткой 12 тягу 1 в отверстие коленчатого вала под болт крепления шкива.
Совмещаем паз в шкиве со шпонкой на переднем конце коленчатого вала и подаем воздух в цилиндр 10 открытием крана 9.
При перемещении поршня вместе с трубой З и втулкой 4 осуществляется напрессовка шкива.
Для удобства работы приспособление подвешиваем на балансире за серьгу 8.
Давление воздуха в системе должно поддерживаться в пределах 0,5—0,6 МПа (5—6 кгс/см 2 ).
Установка картера маховика, маховика и вентиляционной трубки.
Для установки картера маховика необходимо блок цилиндров повернуть на 90° задним торцом вверх, протереть и смазать герметиком привалочную плоскость блока цилиндров под картер маховика.
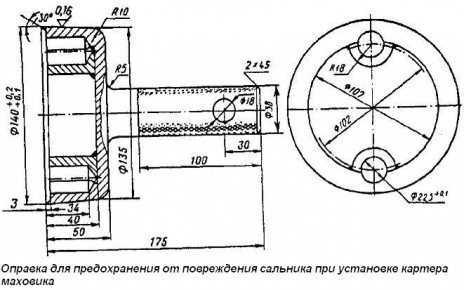
Затем устанавливаем прокладку картера маховика на установочные штифты на блоке цилиндров и предохранительную оправку (рис.
Заводской способ регулировки клапанов ЯМЗ 238.
В руководстве по эксплуатации предлагается выставить поршень первого цилиндра в ВМТ в момент сжатия. Таким же образом как уже написано. Отрегулировать клапана первого цилиндра. Затем перейти на пятый цилиндр. Начать вращать коленчатый вал. Выпускной клапан первого цилиндра уже закрыт. Коромысло впускного клапана движется и в какой то момент впускной клапан закрывается и коромысло становятся неподвижным. В этот момент можно еще немного провернуть коленчатый вал. Только для того чтобы убедится в том что клапана закрыты и коромысла неподвижны.
В этом положении можно регулировать клапана
Приблизительно вал должен провернуться на 90 градусов но это не очень важно. Далее переходим на четвертый цилиндр и также проворачиваем вал до тех пор пока не закроется впускной клапан четвёртого цилиндра. После того как клапана закрылись а коромысла стали не подвижны. Регулируем клапана четвёртого цилиндра
Затем переходим на 2 цилиндр и так далее до 8 цилиндра. Кажется что не очень точно. Но на самом деле очень практично. Не нужно лазить под двигателем, искать метки маховика. Достаточно того что совместились метки на топливном насосе в момент установки поршня первого цилиндра.
Торцевые отверстия маховика для проворачивания вала
Коленчатый вал можно проворачивать за маховик при помощи воротка вставляемого в торцевые отверстия. Как это принято на Камазе. Соседние отверстия делят сектор маховика на 30 градусов. То есть если установить поршень первого цилиндра как положено в момент сжатия. И отрегулировать клапана . Следующие клапана регулируются на пятом цилиндре. Для этого необходимо провернуть маховик на три отверстия. Коленвал при этом повернётся на необходимые 90 градусов. И так через каждые три отверстия регулируем следующие цилиндры.
Все эти сбособы предполагают регулировку клапанов каждого цилиндра в отдельности. Кажется, что вы затрачиваете на это много времени. Потому что приходится постоянно прокручивать маховик. Но для этих способов достаточно только знать порядок работы цилиндров V-образного восьмицилиндрового двигателя. Его вам скажет любой профессиональный водитель. Зная порядок работы, вы смело можете регулировать клапана. Есть еще альтернативный способ регулировки клапанов за два оборота.
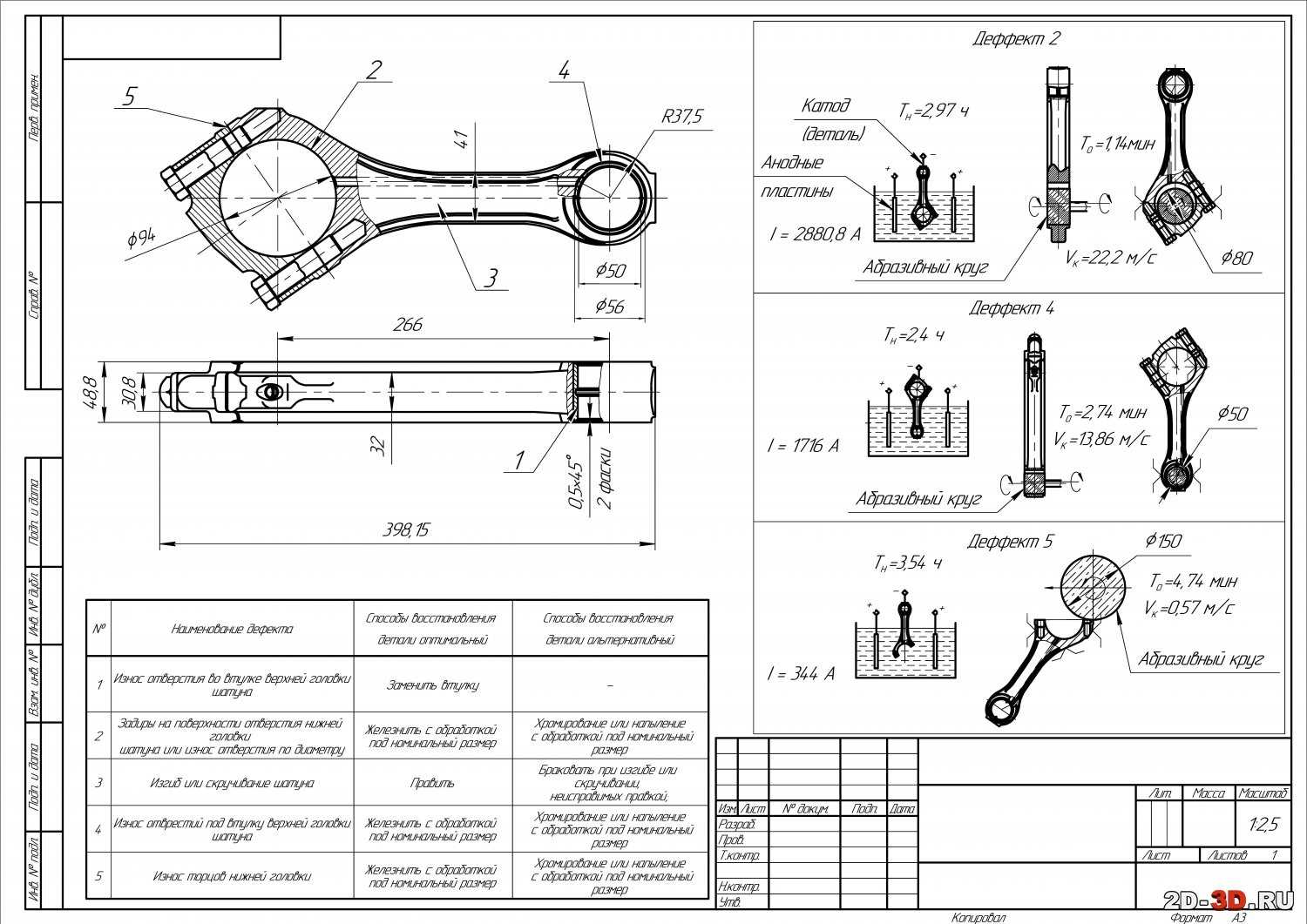
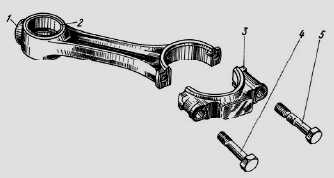
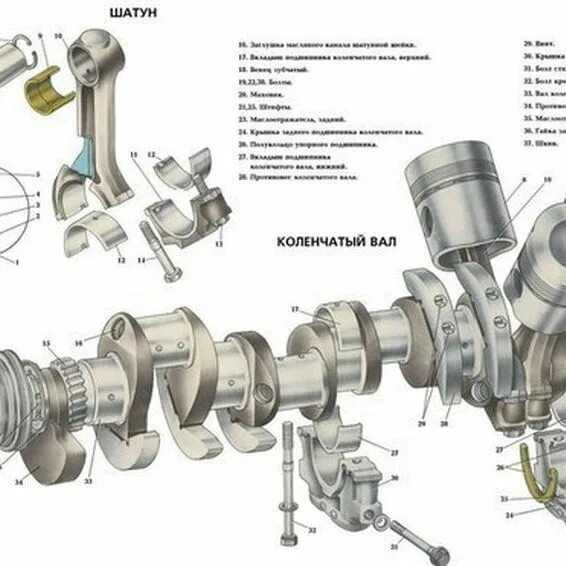
Усилие затяжки болтов шатунов ЯМЗ 236
Как опытный автомеханик и специалист по автомобилям, я хотел бы рассказать о важности правильного затяжки болтов шатунов на двигателе ЯМЗ 236. Это критически важная процедура, которая должна выполняться с аккуратностью и точностью для обеспечения надежной работы двигателя и предотвращения возможных поломок
Зачем нужна правильная затяжка болтов шатунов?
Болты шатунов привержены к огромным нагрузкам, так как они отвечают за передачу силы от поршней к коленчатому валу. Неправильно затянутые болты шатунов могут привести к плохому сцеплению между шатунами и коленчатым валом, что может вызвать поломку двигателя или даже его разрушение.
Как правильно затягивать болты шатунов ЯМЗ 236?
Правильная затяжка болтов шатунов ЯМЗ 236 включает несколько важных шагов:
- Шаг 1: Очистите резьбу болтов и отверстия на шатуне и коленчатом валу от старого масла и грязи. Убедитесь, что поверхности металла сухие и чистые.
- Шаг 2: Нанесите небольшое количество моторного масла на нитку болта и поверхности резьбы. Это поможет уменьшить трение при затяжке.
- Шаг 3: Затяните болты шатунов равномерно и последовательно к первоначальной заданной величине, используя моментный ключ. Обычно требуется использование специфического моментного ключа, предоставленного производителем двигателя.
- Шаг 4: Повторите процедуру затяжки несколько раз, чтобы убедиться в сохранении заданного момента затяжки.
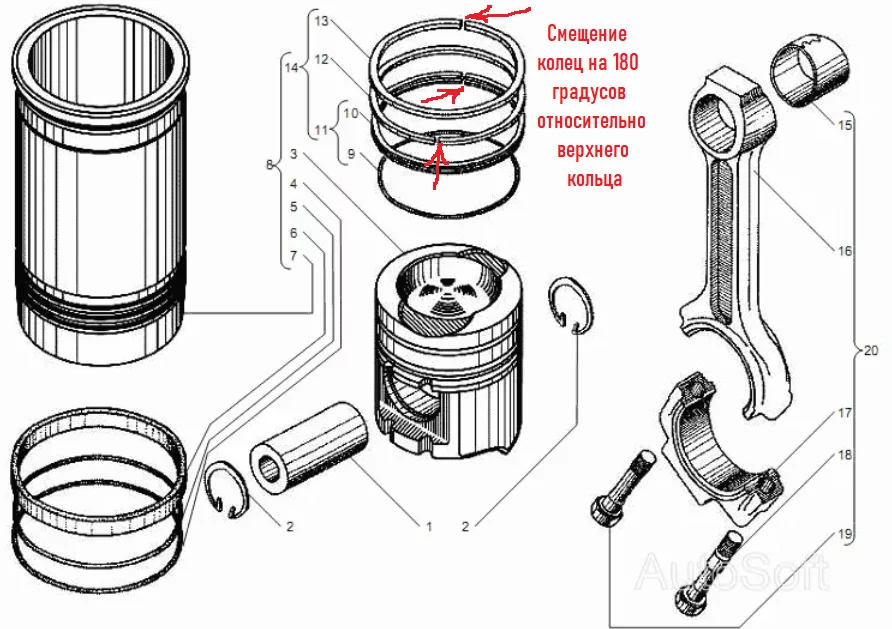
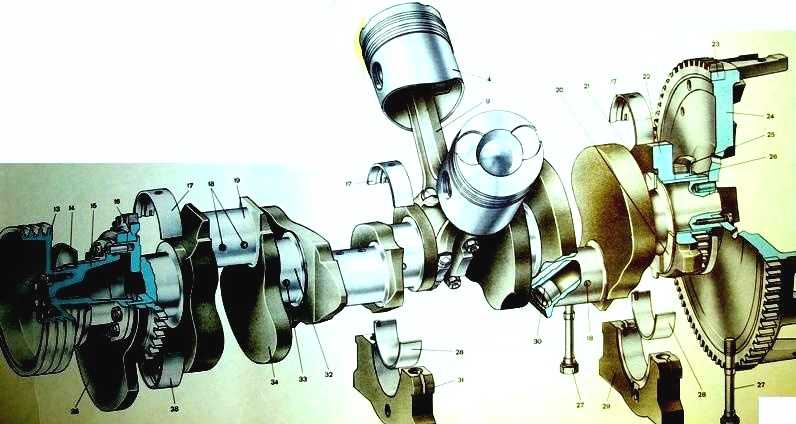
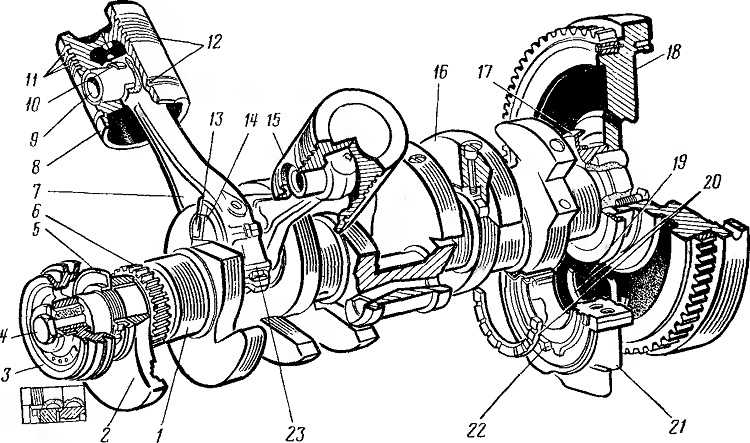
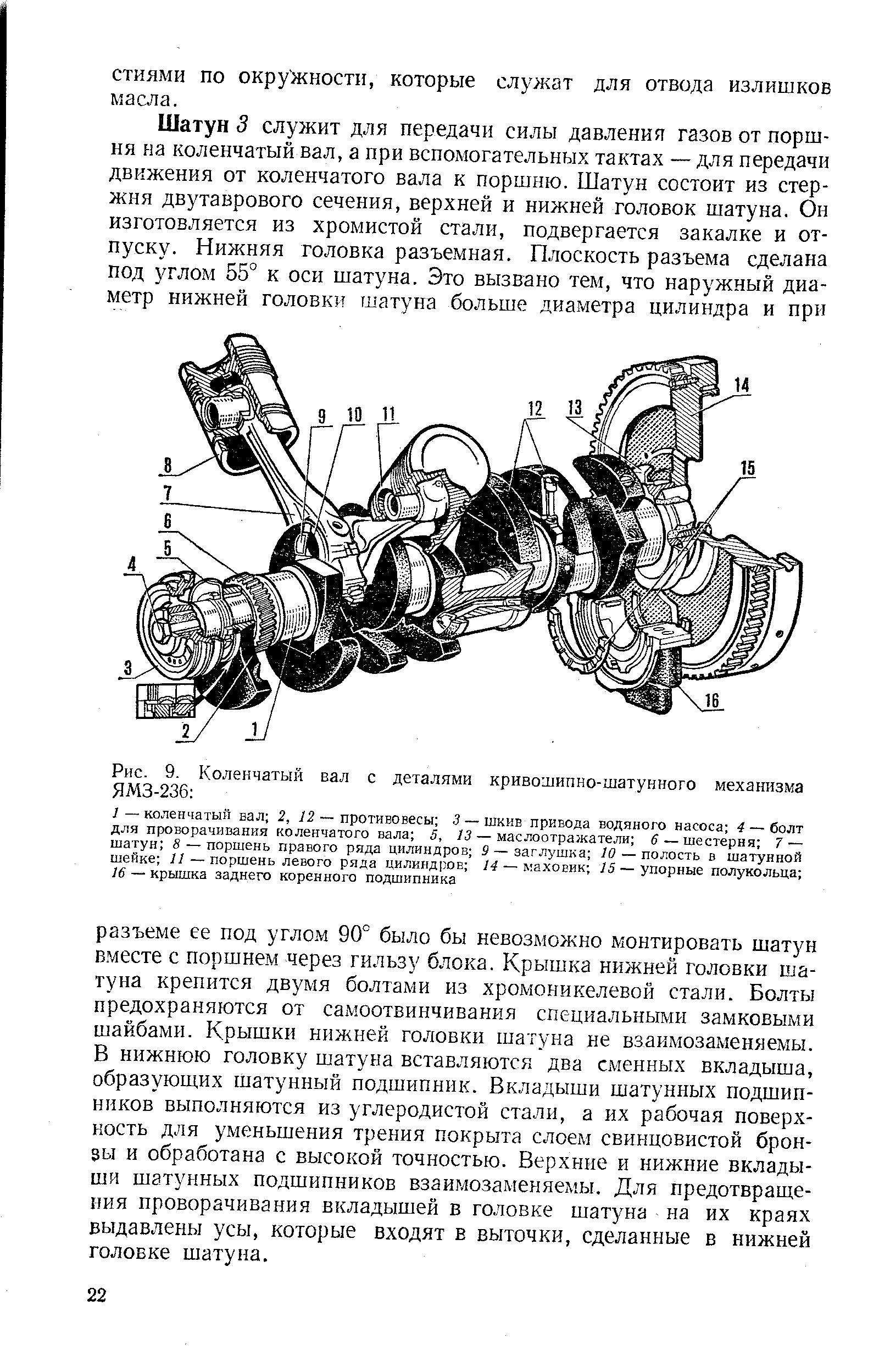
Сборка двигателей ЯМЗ-236 и ЯМЗ-238
После разборки двигателя, дефектуем детали, если надо точим или меняем коленвал, поршневую и начинаем сборку. Для этого, наклоняем блок на 5-8 цилиндр, под шпильки ложим доску дюймовку, затем ставим домкрат на край блока и поднимаем его таким образом, чтобы опять можно было подставить гильзу.
Затем, берем коренные вкладыши и вставляем их в блок. Далее, если вы один, то по брускам закатываем коленвал на место и закрепляем его средней коренной крышкой. Проворачиваем колено для того, чтобы совпали метки на распредвалу и ставим первый бугель не забывая мазать вкладыши и болты маслом.
Потом, ставим на место последний и затягиваем все остальные. Затягивать коренные лучше в два приема: первый раз 20 кгм; второй, уже капитально 43-47 кгм.
Динамометрический ключ
Лучше всего затягивать динамометрическим ключем, но если его нет, то тоже не беда, можно попробовать иной способ. К примеру, я вешу 80 кг — значит под своим весом на рычаге 1 метр, я создам крутящийся момент равный 80 кгм. Если взять рычаг 55-60 сантиметров, то я под своим весом как раз обеспечу требуемую затяжку.
Для того, чтобы затянуть коренные, брал обычно накидной многогранный ключ и трубу, а напильником наносил метку на 55 сантиметрах. Ключ попеременно переставлял на верхний и нижний болт коренных подшипников и под собственным весом последовательно затягивал бугеля, не забывая после каждой затяжки подшипника прокручивать вал.


После затяжки коленвала, приступал к вставке гильз 5-8 цилиндров. Резинки мазал хозяйственным мылом, а забивал гильзы кувалдой через березовый брусок.
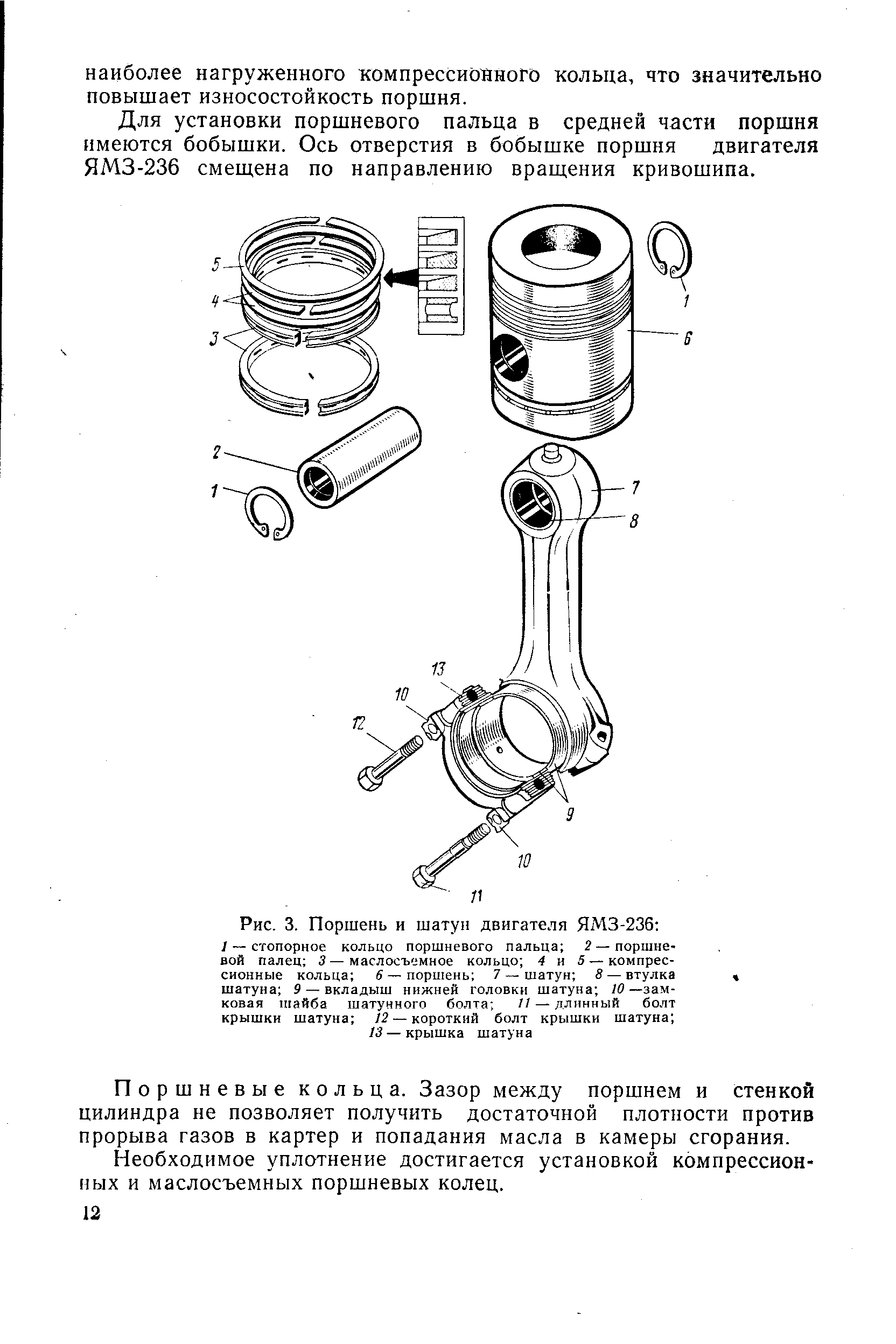
Далее, вставляем поршня с шатунами и также протягиваем их под своим весом, но используя общий рычаг, в моем случае 80 кг разделить на 22 кгм = 0.32 метра. Все, половину ЦПГ собрали, пора браться за другую сторону.
Для этого отпускаем за бугельный болт домкратом блок, переваливаем его на другую сторону. Опять поднимаем его домкратом, подставляем гильзу под блок и устанавливаем на место 1-4 гильзы, а затем шатуны с поршнями и затягиваем шатунные болты. Шатунно поршневой механизм собран.
Устанавливаем переднюю крышку двигателя и задний кожух маховика, ставим маховик и затягиваем его. Прикручиваем масляный насос и закрываем поддон.
Если поддон емкостью вперед двигателя, то ложим перед спускной пробкой доску дюймовку и опускаем за поддон двигателя блок, убрав из под блока гильзу цилиндров. Когда блок поддоном лежит на земле, то перевернуть его на поддон всей плоскостью с помощью лома не проблема.
Как только блок занял у нас вертикальное положение, начинаем устанавливать головки, штанги, коромысла. Устанавливаем шкив коленвала и за одним регулируем клапана. Затем, переходим к установке масляных фильтров, сцепления, ТНВД, площадки компрессора, генератора, турбины и стартера.
Прокачиваем из чистой емкости топливную систему и, если нужно, регулируем момент впрыска. Ставим все ремни на место и регулируем их. Смысл в том, чтобы сделать все по двигателю на месте, чтобы потом не прыгать по раме попугаем. Когда двигатель полностью укомплектован, отрегулирован и соответствует агрегату первой комплектации, то поставить его на место и завести дело не сложное.
Ремонт головок цилиндров МАЗ
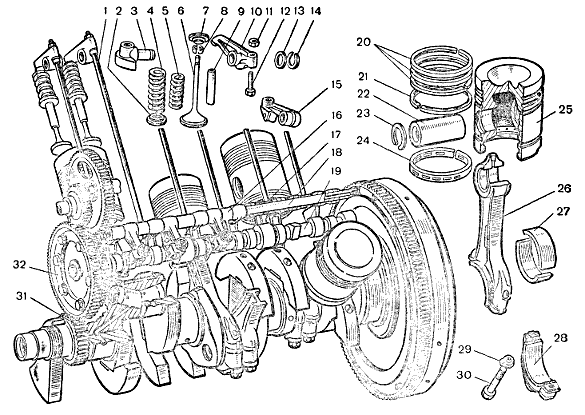
Головка цилиндров представляет собой цельную отливку из серого чугуна и крепится к блоку шпильками, ввернутыми в блок. Шпильки изготовлены из хромоникелевой стали и термически обработаны. Для обеспечения отвода тепла головка цилиндров имеет водяную рубашку, сообщающуюся с рубашкой блока, для обеспечения подвода топлива к форсунке в боковой поверхности имеются отверстия под штуцера.
В головке цилиндров размещены клапаны с пружинами и деталями их крепления, коромысла, оси коромысел и форсунки.
Седла клапанов вставные. Седла впускных клапанов изготовлены из специального чугуна, а седла выпускных — из специального жаропрочного сплава. Седла запрессованы в гнезда с натягом. Седла и металлокерамические направляющие втулки клапанов окончательно обрабатываются после их запрессовки в головку.
Устанавливаемые на двигатели головки цилиндров имеют между собой конструктивные отличия:
Головки цилиндров на двигателях ЯМЗ-236НЕ2,БЕ2 могут быть блочные на три цилиндра каждая или индивидуальные:
— Блочная головка на три цилиндра каждая. Привалочная поверхность шлифована и в зоне уплотнения гильз цилиндров выполнены кольцевые проточки.
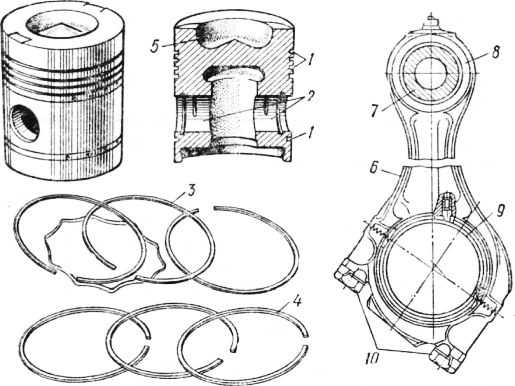
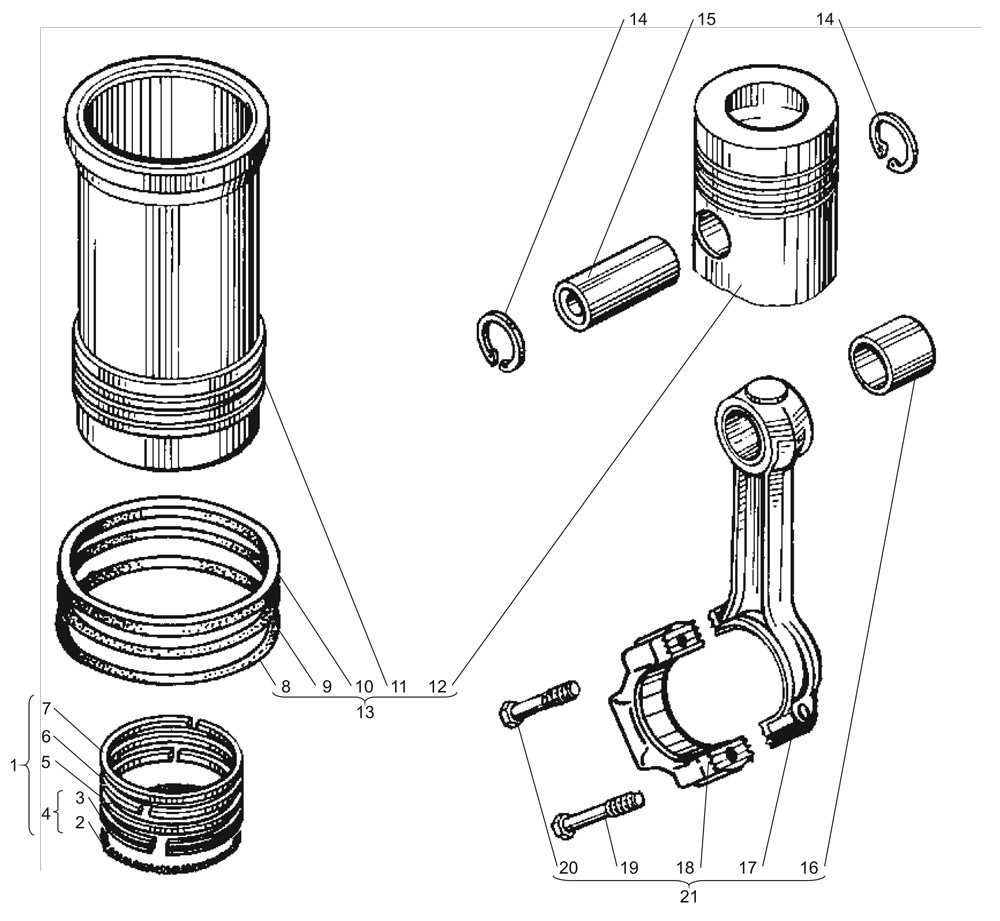
Стык головки цилиндров, блока и гильзы уплотняется прокладкой состоящей из металлической единой на три цилиндра прокладки, уплотняющей газовый стык, и резиновых уплотнительных элементов, уплотняющих масляные, водяные и штанговые полости. Уплотнительные элементы пяти видов в количестве 14 шт. на прокладку (рис. 1).
Индивидуальная головка установлена на каждый цилиндр и крепится к блоку шестью шпильками, имеющими длину 209 мм и 248 мм. В головку запрессован чугунный стакан форсунки. Стакан в верхней части уплотнен резиновым кольцом. Привалочная поверхность в зоне уплотнения гильз цилиндров имеет три кольцевые проточки. Стык головки цилиндров, блока и гильзы (рис. 2) уплотняется прокладкой состоящей из металлической прокладки, уплотняющей газовый стык, и резиновой прокладки, уплотняющей масляные, водяные и штанговые полости. Металлическая и резиновая прокладка устанавливаются на штифты блока. Металлическая прокладка выпускается четырех размеров по толщине (1,1 мм; 1,3 мм; 1,5 мм; 1,7 мм) и подбирается при сборке двигателя индивидуально с целью достижения оптимального рабочего процесса в каждом цилиндре. В запасные части поставляется прокладка толщиной 1,7 мм.
Головки цилиндров на двигателях ЯМЗ-236Н; (Б; НЕ; БЕ) блочные на три цилиндра каждая. Конструктивно выполнена в основном аналогично предыдущей блочной.
Головку цилиндров снимать только для устранения неисправностей деталей цилиндропоршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки.
Снимать головку цилиндров в следующем порядке:
1. Слить охлаждающую жидкость из системы охлаждения двигателя.
2. Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи.
3. Снять крышку головки цилиндров.
4. Отвернуть гайки скоб крепления форсунок (рис. 3),…
…снять форсунки (рис. 4), предохраняя распылитель от ударов и засорения отверстий.
5. Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.
6. Отвернуть гайки крепления головки цилиндров (рис. 5),…
… соблюдая последовательность, обратную затяжке (рис. 6).
Отворачивать гайки крепления индивидуальных головок цилиндров не менее чем за три приема:
1 – прием — до147. 118Нм (15. 12 кгсм)
2 – прием — до 49. 39Нм (5. 4кгсм)
3 — прием — вывернуть гайки.
7. Снять головку цилиндров с двигателя и осмотреть ее состояние.
8
Если необходимо, осторожно снять прокладку головки цилиндров
9. Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров на двигатель производить в обратном порядке. Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильзы цилиндров и головку цилиндров. Повторное использование прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов и разрушения окантовок газового стыка
Обратить внимание на правильность установки прокладки головки цилиндров на штифты и окантовок прокладок — на бурты гильз цилиндров
Гайки крепления головок цилиндров затягивать в порядке возрастания номеров, как показано на рис. 7, моментом 240 — 260 Нм (24 — 26 кгсм). После первой затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность. Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведет к разрушению деталей газового стыка.
Как установить поршень первого цилиндра
Самое главное. Необходимо установить поршень первого цилиндра в ВМТ в момент сжатия топлива. То есть определить положение поршня первого цилиндра при котором необходимо начинать регулировку клапанов. Это очень просто. Совмещаются метки на ТНВД.

Этого положения будет достаточно для того чтобы начать регулировку клапанов. Правда поршень будет находится не идеально в вмт . Ниже на угол опережения зажигания То есть он немного не дойдет до вмт но на регулировку это никак не повлияет клапана закрыты, и их можно регулировать.
Коленчатый вал тоже имеет метки. И если их выставить. Поршень первого цилиндра будет находится в ВМТ. Но колен вал делает два оборота а ТНВД один за полный цикл работы двигателя. Поэтому в одном из положении меток коленвала поршень первого цилиндра может встать не в момент сжатия. Следовательно, надежно ориентироваться по положению топливного насоса. Либо по клапанам, если топливный насос снят. В момент сжатия, когда поршень подходит в ВМТ. Выпускной клапан первого цилиндра закрыт а впускной клапан закрывается. При дальнейшем вращении коленвала, до достижения поршня ВМТ. Клапана закрыты и коромысла неподвижны. Во втором положении меток коленвала один клапан до ВМТ закрывается, а после прохождения поршнем ВМТ второй клапан сразу открывается. Это положение поршня не устраивает. После того как выставлен поршень первого цилиндра можно регулировать клапана первого цилиндра.
Как проворачивать коленвал
Следующий вопрос на сколько проворачивать коленвал. и в какую сторону для регулировки пятого цилиндра. Согласно порядка работы двигателя. Как уже сказано выше коленвал делает два оборота . То есть один оборот это 360 градусов два оборота 720 градусов. Цилиндров 8 делим 720 на 8 получается 90 градусов. То есть от регулировки первого цилиндра до момента регулировки 5 цилиндра вал необходимо провернуть на 90 градусов, то есть ¼ оборота. Для того чтобы проще ориентироваться можно нанести на шкиву метки мелом. Разделить шкив на 4 части.

Большая точность не требуется. И каждый раз проворачивать вал до совмещения метки на шкиве с меткой «0» на передней крышке. Так от первого к пятому 90 градусов от пятого к четвёртому 90 градусов от четвёртого ко второму 90 градусов и так до восьмого цилиндра. Коленвал нужно проворачивать по часовой стрелке если смотреть в торец двигателя с переди. Способ очень простой но не удобный. Когда двигатель стоит на автомобиле к шкиву тяжело подобраться. Тем более его разметить. И потом еще труднее совмещать эти метки. Советские конструктора были далеко не глупые люди. В расчетах учитывались все моменты. Поэтому в руководстве по эксплуатации предлагается простой способ, который не требует больших познаний и запоминаний
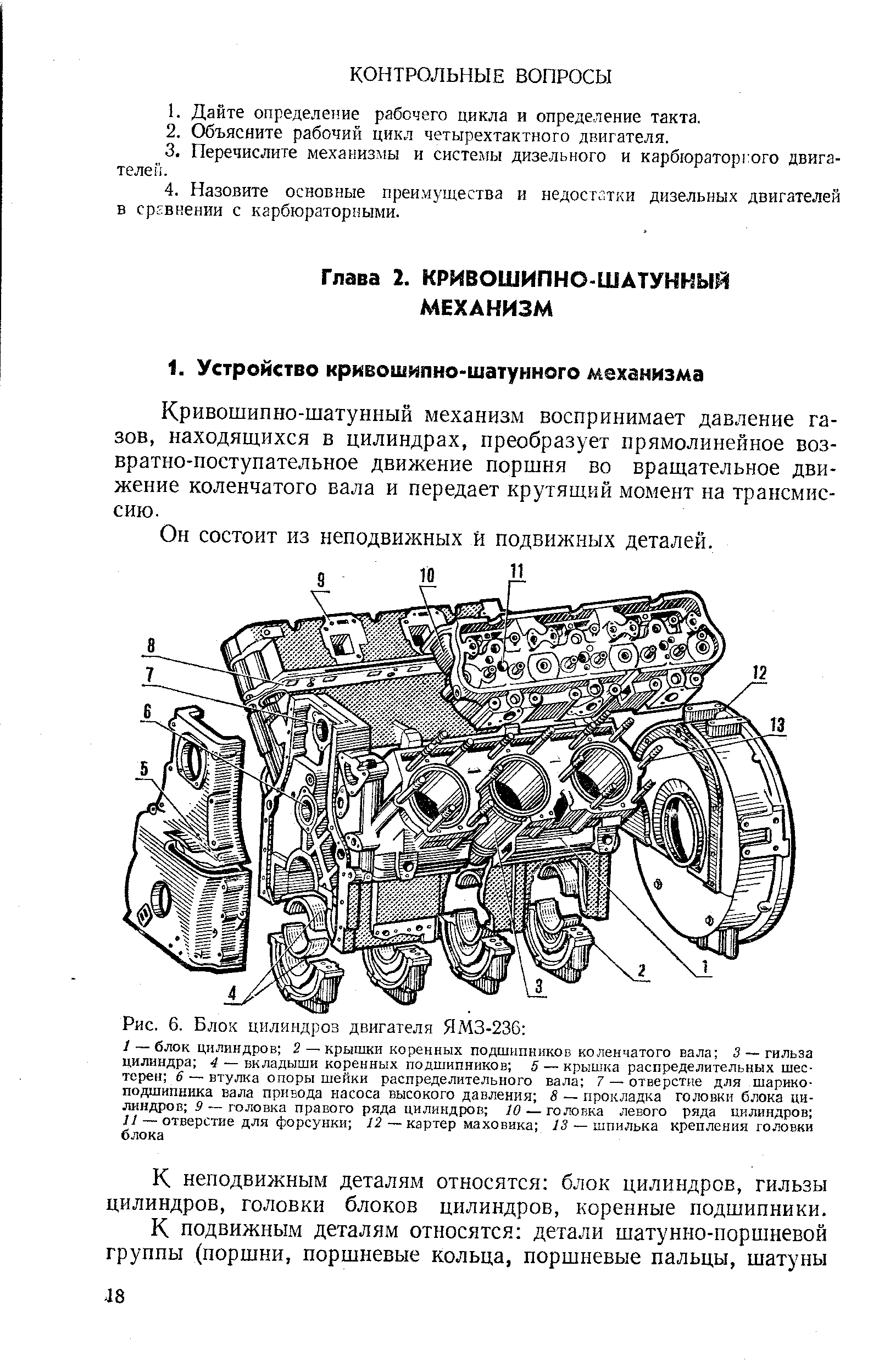
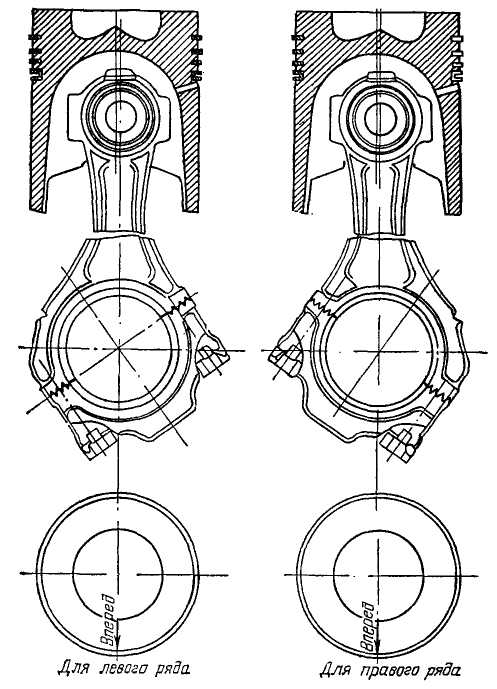
Особенности затяжки шатунов при установке на место
Правильный монтаж шатунов является важной частью работы по ремонту дизельного двигателя ЯМЗ-238. Особенностей затяжки шатунных болтов достаточно много, важно учесть каждую нюанс
Неправильный монтаж шатунов может привести к снижению мощности двигателя и даже поломке.
Перед установкой шатунов нужно проверить положение распредвала и коренных вкладышей. Затем на шатуны устанавливаются новые гильзы и подшипники, всю детали маслят и тщательно очищают от масляных остатков.
Момент затяжки болтов шатунов должен быть точно определен для каждого конкретного двигателя
Важно установить правильный угол докручивания болтов. Поэтому рекомендуется обратиться к инструкции по эксплуатации
- Перед затяжкой необходимо обеспечить чистоту поверхности шатунного гнезда, чтобы не повредить деталь при работе.
- После установки шатунов необходимо провести контроль крутящего момента на них и проверить, что он соответствует рекомендациям производителя. Это позволит убедиться в правильной установке шатунов и сохранности силовых характеристик двигателя.
Соблюдение перечисленных правил гарантирует долговечную работу двигателя. Рекомендуется также производить регулярную проверку и замену деталей в соответствии с графиками ТО, чтобы предотвратить неожиданные поломки и снижение мощности двигателя.
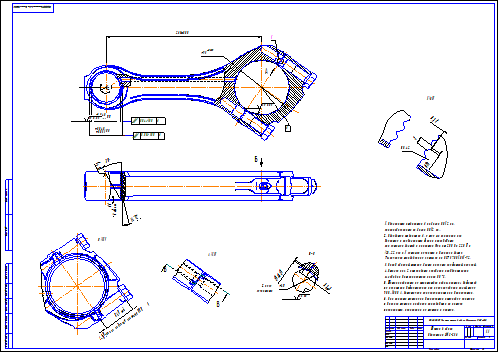
Подготовка поверхностей и сборка шатунов
Перед началом сборки шатунов необходимо провести подготовку поверхностей, чтобы обеспечить правильную работу двигателя и увеличить срок его службы. Используйте следующую последовательность действий:
- Очистите поверхности: Тщательно очистите поверхности шатуна и коленчатого вала от старой смазки, масла и других загрязнений. Для этого можно использовать специальные химические средства и щетку.
- Проверьте состояние поверхностей: Осмотрите поверхности на наличие дефектов, трещин, износа или других повреждений. При обнаружении проблемных мест рекомендуется обратиться к специалистам или заменить поврежденные детали.
- Нанесите смазку: Равномерно нанесите смазку на контактные поверхности шатунов и коленчатого вала. Это необходимо для снижения трения и повышения прочности соединения.
После проведения подготовительных работ можно приступать к сборке шатунов:
- Установите вставки: Вставьте необходимые вставки в коренные шейки коленчатого вала и в шатунные глазки. Убедитесь, что вставки правильно расположены и фиксируются в специальных пазах.
- Соедините шатун с коленчатым валом: Постепенно и аккуратно соедините шатун с коленчатым валом. Убедитесь, что все соединения произведены правильно.
- Зафиксируйте гайками: Зафиксируйте шатун гайками, которые необходимо затянуть сверху вниз последовательно и равномерно. Используйте моментный ключ для достижения необходимого усилия затяжки.
- Проверьте зазоры: После сборки шатуна убедитесь, что имеется необходимый зазор между шатунами и коленчатым валом. При необходимости проведите регулировку зазоров.
Проведение правильной подготовки поверхностей и сборки шатунов на двигателе ЯМЗ-236 является важным этапом обслуживания и ремонта, который позволяет обеспечить надежную работу и долговечность двигателя.