
Когда нужна регулировка клапанов
Детали механизма газораспределения открываются поочерёдно и в нужный момент. Контролирует их распредвал, надавливая своими кулачками на коромысла при вращении. Между выступами вала и элементами предусмотрены тепловые зазоры клапанов. Они призваны компенсировать физическое расширение металлических компонентов от нагревания — во время работы двигатель сильно греется. По сути, отрегулировать клапана на 402 двигателе, значит, изменить этот самый тепловой промежуток в большую или меньшую сторону.
Если элемент будет неплотно закрываться из-за температурного расширения, то фактически перестанет герметично закрывать камеру сгорания, не изолируя её от трактов. Если же клапан открывается с опозданием, это уже происходит по причине увеличения теплозазора и не только отрицательно воздействует на состоянии всего механизма, но и ухудшает подачу топливной смеси.
Периодичность регулировки прописана в руководстве к движку: делать это нужно каждые 10-15 тыс. км пробега. Такая короткая фаза между настройками объясняется конструктивной неудачностью мотора ЗМЗ-402. Распределительный вал здесь находится чересчур низко и периодически бряцает, а тяги толкателей слишком длинные. Кроме того, качество используемых деталей невысокое, что лишний раз увеличивает вибрационную нагрузку на ГРМ. Например, шестерня распредвала быстро отваливается, так как сделана из капрона. Правда, она защищена металлической втулкой, но эбонитовая шестерня, как на других моторах, смотрится куда надёжнее.
Реальные возможности двигателя ЗМЗ 402 – разрушение мифов
1. ЗМЗ-402 древнее мамонтовых экскрементов, ведет родословную от Доджа 30-х годов!
5. Единственный реальный способ взбодрить 402-й – внедрить в него 100мм поршневую, превратив в 410-й.
6. Хороший способ повысить мощность 402-го – убрать ступеньки на стыке ГБЦ с коллектором и отполировать каналы до зеркала.
7. ЗМЗ-402 не в меру прожорлив.
8. Если из 402-го не течет масло, значит оно кончилось.
9. В 402-й нельзя лить синтетику, набивка ее не держит.
10. После капиталки 402-й живет не больше 50 тыс.км.
11. Если головку фрезернуть до высоты меньше 94мм ездить можно будет только на 98 бензине.
12. Для перевода 4021 2401 на АИ-92 обязательно нужно фрезеровать голову, иначе прогорят клапана.
13. Наилучший способ улучшить топливную экономичность – поставить карбюратор от Жигулей.
14. Движок с «современным» к-151с мощнее и экономичнее чем с устаревшим к-126гм.
15. После замены стакана маслофильтра на переходник нельзя использовать жигулевские фильтры, можно ставить только от ЗМЗ-406.
16. Большинство иномарочных радиаторов не подходят для ЗМЗ-402 из за меньшего диаметра выводов: не хватит пропускной способности.
17. Маслорадиатор 402-му не нужен. Или нужен?
Двигатель ЗМЗ 402, который производился на Заволжском моторном заводе, стал настоящей легендой отечественно автомобилестроения целой эпохи. Он устанавливался на многие модели автомобилей, таких как Волга, УАЗ, Газель и прочие. Но, поскольку силовой агрегат перестали выпускать, а его эксплуатация проводится по этот день, то периодически это движки нуждаются в ремонте.
Частые проблемы при замене набивки на 402 двигателе
Замена набивки на 402 двигателе УАЗ может быть сложной процедурой, требующей определенных навыков и инструментов
В процессе замены могут возникнуть некоторые проблемы, которые важно учитывать:. 1
Неправильная установка набивки. При неправильной установке набивки может возникнуть утечка масла или охлаждающей жидкости. Это может привести к недостаточному смазыванию двигателя или перегреву его компонентов. Поэтому важно следовать рекомендациям производителя и правильно установить набивку
1. Неправильная установка набивки. При неправильной установке набивки может возникнуть утечка масла или охлаждающей жидкости. Это может привести к недостаточному смазыванию двигателя или перегреву его компонентов
Поэтому важно следовать рекомендациям производителя и правильно установить набивку
2. Повреждение уплотнительных элементов. При замене набивки можно повредить уплотнительные элементы, такие как прокладки или кольца. Это может привести к протеканию масла или охлаждающей жидкости, а также снизить эффективность работы двигателя
При замене набивки важно будьте осторожны и следуйте инструкциям, чтобы избежать повреждений
3. Неправильная калибровка набивки. Несоответствие размеров или неправильная калибровка набивки может привести к неправильной работе двигателя. Это может проявляться в виде шума, вибрации или неравномерной работы двигателя
При замене набивки важно выбирать правильные размеры и проводить калибровку в соответствии с рекомендациями производителя
4. Ошибки при сборке двигателя. Неправильная сборка двигателя после замены набивки может привести к его неисправности или поломке
При сборке двигателя важно следовать инструкциям производителя и правильно установить все детали и компоненты
5. Недостаточное смазывание двигателя. При неправильной установке набивки может возникнуть недостаточное смазывание двигателя. Это может привести к износу и поломке его компонентов
При замене набивки важно убедиться, что все детали смазаны правильно и обеспечивают надежную работу двигателя
Все эти проблемы могут возникнуть при замене набивки на 402 двигателе УАЗ
Поэтому важно тщательно подойти к процессу замены, обращаться к профессионалам или изучить подробные инструкции, чтобы избежать ошибок и обеспечить надежную работу двигателя
Ошибки при обработке направляющих и притирке клапанов
Несоосность направляющей клапана или седел клапанов
Причина:
При обработке ГБЦ седло клапана или его направляющая были неправильно центрированы.
Следствие:
Клапан не закрывается надлежащим образом, перегревается и прогорает в области седла. Из-за односторонней нагрузки на головку клапана возможны также усталостные изломы в области стержня клапана
Слишком большой зазор в направляющих клапанов.
Причина:
Зазор в направляющих клапанов слишком большой, т. к. они сильно изношены или были слишком широко рассверлены при ремонте.








Следствие:
Вследствие прорыва горячих газов возможно сильное нагарообразование в области стержней и направляющих. Ход клапана становится тяжелым, клапан больше не закрывается. В результате это приводит к перегреву (прогоранию, плавлению) поверхности седла
Слишком малый зазор в направляющих клапанов.
Причина
: При восстановлении и ремонте головки блока направляющих клапанов диаметр направляющих был неправильно замерен и оказался слишком мал.
Следствие:
Недостаток смазки, тяжелый ход и заклинивание стержня клапана в направляющей при расширении от нагревания при работе двигателя. В результате это может также привести к перегреву в области головки или седла клапана.
Притирка клапанов ЗМЗ-402 поэтапно с иллюстрациями
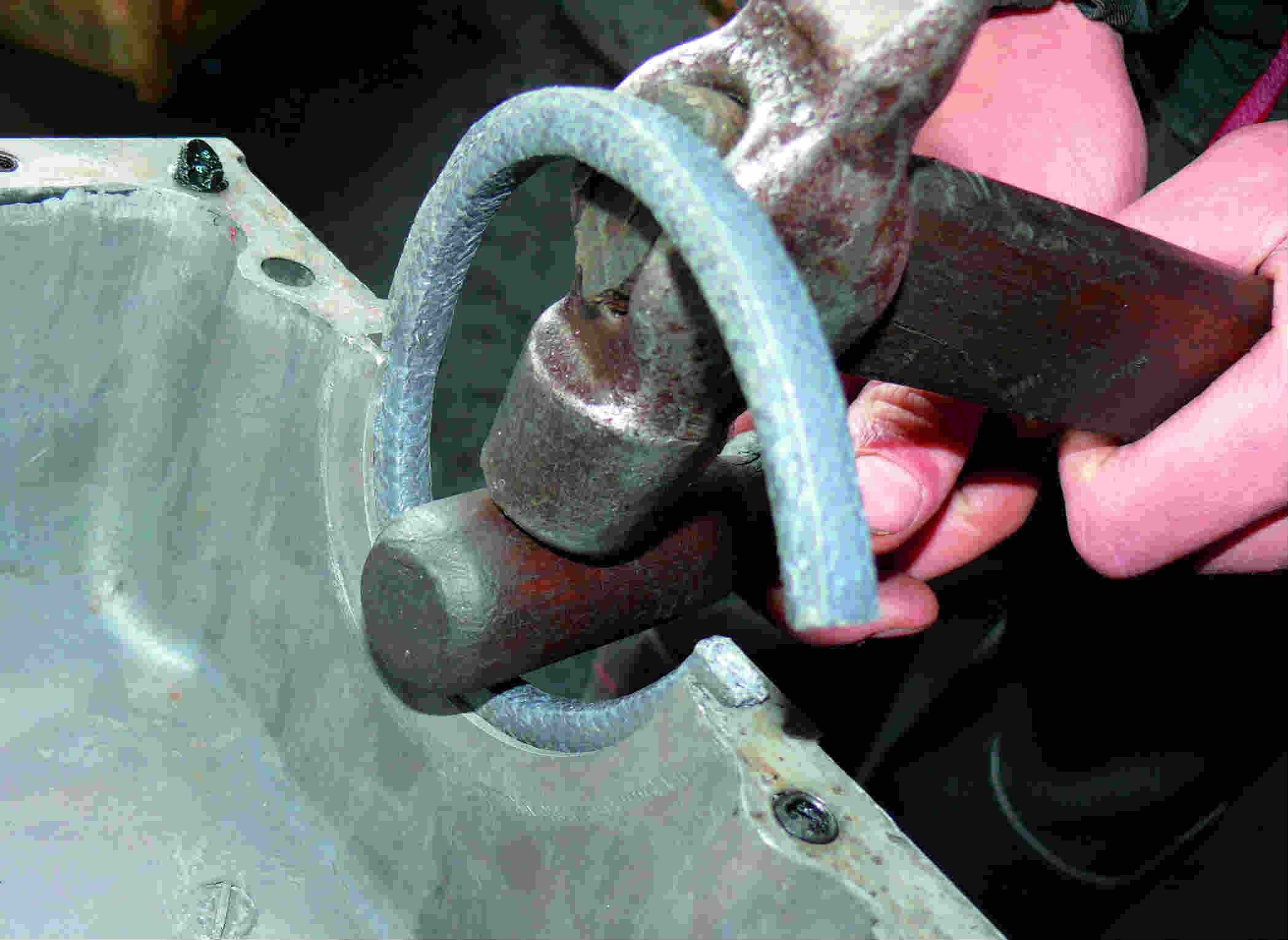
Берем торцовый ключ на 22 или подходящий отрезок трубы.
С торца трубки или ключа вставляем кусок ветоши (чтобы сухари не вылетели при демонтаже)
Резкими несильными ударами молотка рассухариваем пружины (это наиболее простой и надежный способ)
Можно конечно воспользоваться специальным рычажным съемником
Вынимаем пружины и клапана (раскладываем их по порядку, чтобы не перепутать)
С помощью пассатижей аккуратно, с прокручиванием вынимаем маслосъемные колпачки
Надо быть внимательным при демонтаже маслосъемных колпачков, направляющие втулки клапанов очень хрупкие.
Неосторожными движениями можно их повредить!
Находим подходящий кусок шланга, в который с натягом вставляется клапан.
С другой стороны шланга вставляем сверло и зажимаем патрон электродрели
Наносим притирочную пасту на гнездо клапана и сам клапан
Притирочную пасту можно сделать самому.
Берем из под наждака песчаную смесь и смешиваем с маслом.
Включаем электродрель на малые обороты и возвратно поступательными движениями притираем клапан.
В процессе притирки надо протирать клапан и смотреть привалочные плоскости клапана и гнезда.
На клапане и гнезде должна быть чистая полоска. Что свидетельствует о правильной притирке
После притирки клапанов промываем и продуваем головку.
Новые маслосъемные колпачки перед установкой смазываем чистым моторным маслом.
Для предотвращения деформации маслосъемного колпачка, надеваем на клапан тонкую пластмассовую трубку или обворачиваем куском скотча.
Надеваем колпачок на клапан и с помощью подходящей алюминиевой трубки или съемника легкими ударами молотка осаживаем колпачки на втулки клапанов.
С помощью металлической линейки проверяем посадку маслосъемных колпачков
Вставляем пружины и засухариваем клапана с помощью рычажного съемника
Переворачиваем головку и заливаем керосин в камеры сгорания для контроля герметичности клапанов.
Достаточно 5 -10 минут, чтобы определить качество притирки клапанов.
Замена сальниковой набивки. Этап третий. Дефектовка
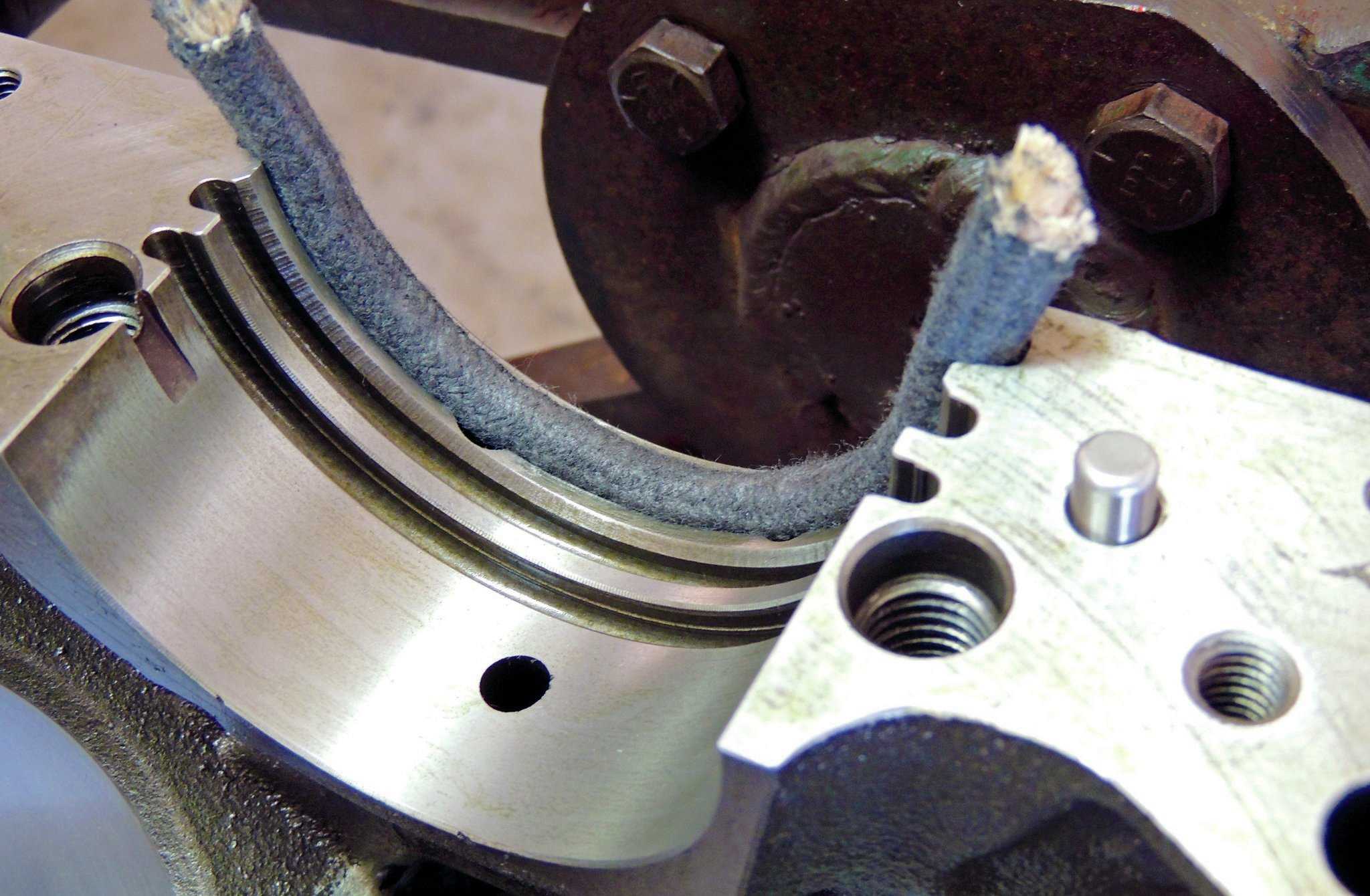
Теперь, когда двигатель извлечен, переворачиваем его поддоном кверху и ставим на крепкий устойчивый верстак или подготовленную для этого площадку. Предварительно, не забываем извлечь штанги и толкатели ГРМ и, подписав фломастером, какая из них где стояла, откладываем в сторону. Начинаем разбирать мотор. ● Отвинчиваем поддон и снимаем его. ● Снимаем сцепление и маховик. ● Внимательно смотрим на крышки коренных подшипников, находим на них метки, которые свидетельствуют о порядке их расположения. На всякий случай делаем дополнительные метки фломастером или кернером. Лучше написать прямо цифрами (1, 2 и т.д.). Крышки не взаимозаменяемы, каждая при сборке должна встать строго на свое место. Впрочем, совсем снимать крышки не обязательно. Отпускаем их болты на несколько оборотов. ● Отворачиваем болты и снимаем обойму сальниковой набивки. ● Снимаем крышку пятого коренного подшипника и удаляем старые флажки. Тщательно очищаем поверхности от старого герметика. ● Выбрасываем старую набивку и смотрим на состояние поверхности, по которой она работала. Если на валу имеются повреждения, отдаем его в ремонт. Также очень желательно наличие специальной маслосгонной накатки. На некоторых валах ее нет, однако, в мастерской по ремонту коленвалов ее за небольшую доплату сделают. ● Хорошо очищаем все доступные детали от отложений, промываем их в бензине и раскладываем сушиться. Замена сальниковой набивки. Этап четвертый. Установка набивки
Как ни странно, это один из самых простых этапов нашего мероприятия. Здесь нам потребуется только острый нож, например макетный, и ключ на 10.
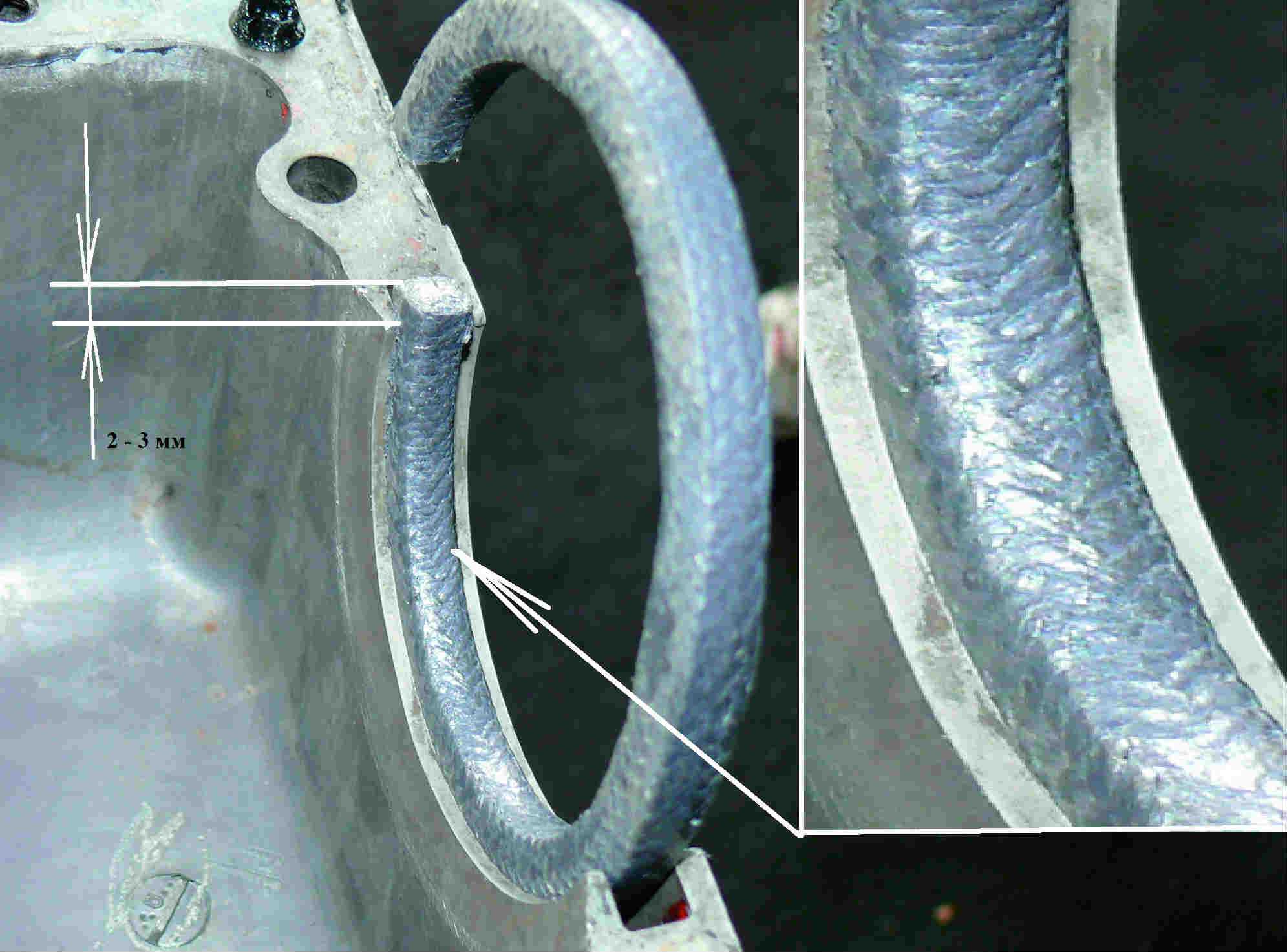
● Разрезаем набивку пополам. ● Вкладываем половинки в обоймы, осаживаем ее плотно, используя оправку или чистый обрезок трубы подходящего диаметра. ● Срезаем лишнее так, чтобы с каждой стороны остались напуски по 2-3 мм. Некоторые оставляют немного больше, но хватит и этого. ● Извлекаем набивку из обоймы, смазываем ее литолом и вставляем обратно
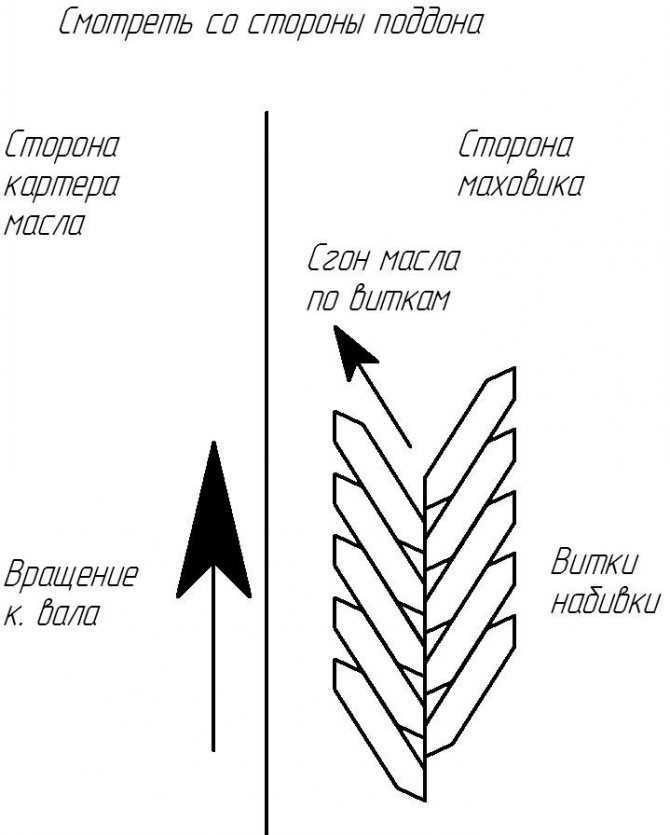
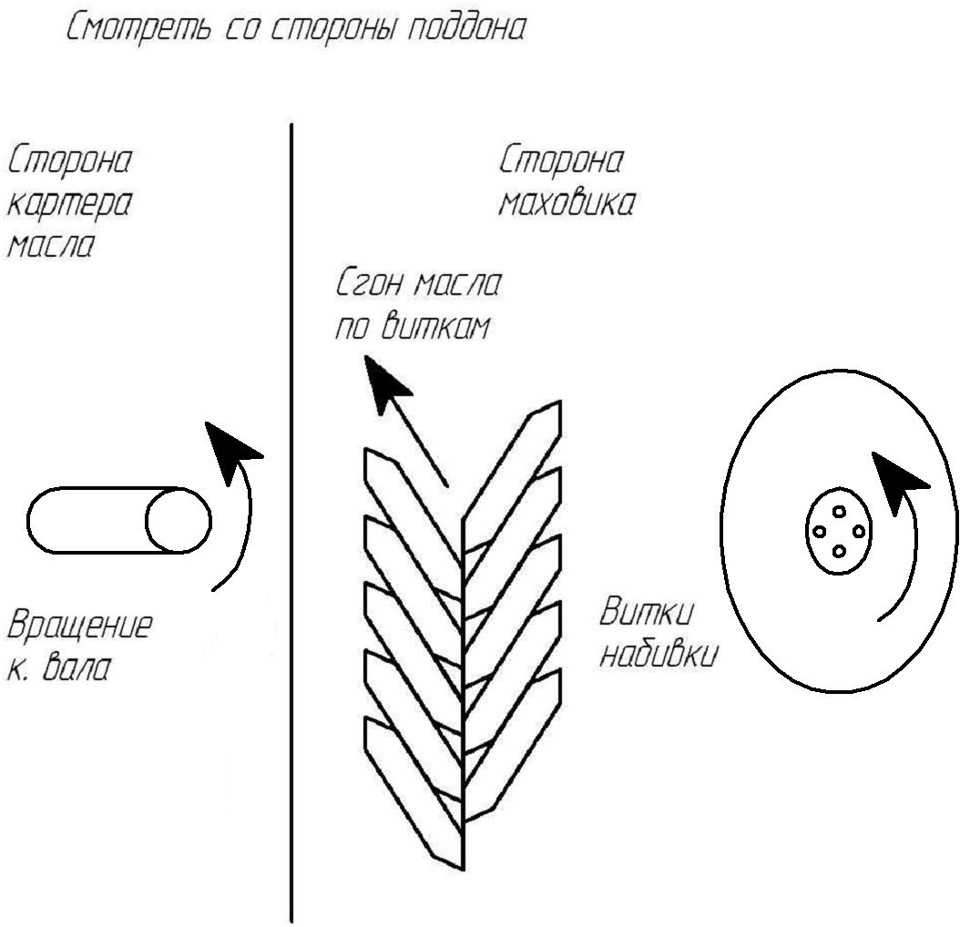
Обратите внимание, рисунок волокон набивки должен располагаться так, чтобы сгонять масло внутрь. Смазываем торцы набивки маслостойким герметиком
● Теперь прикручиваем обоймы к блоку и крышке пятого коренного подшипника. ● Флажки слегка смазываем герметиком и устанавливаем на место так, чтобы лишний герметик не выступал. ● Затягиваем крышки коренных подшипников в правильной последовательности и правильным моментом.
Зачем выполнять регулировку
Зачем вообще регулировать клапана двигателя? Данная процедура необходима для поддержания узла в рабочем состоянии. Если говорить более конкретно, появляются негативные эффекты, ухудшающие рабочее состояние двигателя, а именно:
- Увеличение зазора ведет к ухудшению работы клапанов, как следствие — воздушно-топливная смесь выходит некачественной, от этого ухудшаются характеристики двигателя.
- При увеличении зазора повышается шанс поломки деталей во время рабочего цикла.
- Износ деталей также увеличивается примерно в 2-3 раза.
В общем можно заметить незначительное ухудшение в работе, которое впоследствии приведет к полной поломке узла. Не хотите лишних затрат — потратьте лишний час на регулировку.
Приборы и материалы
Сальники: для установки сальниковой набивки на ЗМЗ 402 необходимо использовать качественные сальники, которые обеспечат надежное герметичное соединение. Рекомендуется выбирать сальники из прочных материалов, таких как резина или фторопласт
Важно правильно подобрать размеры сальников, чтобы они идеально подошли к валу
Набивка: для заполнения сальников необходимо использовать специальную набивку. Она может быть изготовлена из различных материалов, включая графит, армированный асбестом или высокотемпературный силикон
Важно подобрать набивку с учетом рабочих условий, чтобы она обеспечивала долговечность и эффективную работу сальников
Струбцины: для удержания сальниковой набивки на месте во время установки рекомендуется использовать струбцины. Они помогут обеспечить равномерное распределение набивки и идеальное прилегание сальников к валу. Струбцины должны быть достаточно прочными и удобными в использовании, чтобы облегчить процесс установки сальников.




Присадки: в некоторых случаях может потребоваться использование присадок для обеспечения дополнительной герметизации. Эти вещества наносятся на поверхность сальников или набивки и помогают заполнить микроскопические трещины. Присадки должны быть совместимы с выбранными материалами сальников и набивки, чтобы не возникло химической реакции или повреждения.
Инструменты: для установки сальниковой набивки потребуются различные инструменты, включая отвертки, ключи, молотки и другие монтажные инструменты
Важно иметь все необходимые инструменты под рукой перед началом установки, чтобы процесс прошел без проблем. Рекомендуется использовать инструменты высокого качества, чтобы гарантировать точность и прочность соединения
Напрессовка ступицы коленчатого вала
А теперь самое главное, как же насадить ступицу обратно? Самое верное при помощи резьбы в коленвале под храповик. Резьба там на
24 с шагом 2. Сразу предупрежу, что для 24й резьбы стандартный шаг — 3 мм, то есть болт с хозяйственного магазина не пойдёт,
а стоят такие болты от 100 рублей. Однако прежде чем можно будет напрессовывать ступицу храповиком, необходимо её напрессовать
как-то на первые 2-3 сантиметра коленчатого вала. Сразу скажу, колотить молотком по коленчатому валу нельзя категорически.
Как вариант вроде как подходит какой-то болт от МАЗа, но в магазине автозапчастей такого не оказалось, и я решил колхозить при
помощи второго храповика.
При изучении ассортимента магазина натолкнулся на храповик от ЗМЗ 406, сверив с храповиком 402го убедился,
что резьба у них одинаковая — 24 на 2. Был приобретён следующий комплект:
Храповик от ЗМЗ 406, толстая шпилька оси коромысел ЗМЗ 402 (на 10) и гайка под эту шпильку. Не купил храповик от 402го, так как
он стоил вдвое дороже, чем вышеуказанный комплект, впоследствии выяснилось почему — храповик змз 406 сделан из говённого металла
отчего и стоит более чем в два раза дешевле. Оно и понятно — он выполняет сугубо декоративную функцию. В принципе, так как этот
храповик и покупался под разделку, то низкое качество металла даже оказалось преимуществом — проще сверлить и пилить.
Итак, в храповике была нарезана резьба на 10 и отпилена шляпка. Остальное думаю понятно по фото:
Конечно, резьба в конечно счёте слизалась, но к счастью к тому моменту ступица уже была напрессована настолько, что родной
храповик вкручивался на 1.5 оборота и дальнейшая запрессовка шла им. По опыту — обязательно смазывать резьбу закручиваемой
гайки, использовать надо было две гайки, тогда удалось бы запрессовать дальше
Также критически важно нарезать резьбу в отпиленном
«пеньке» строго перпендикулярно, равно как и чтобы шляпка находилась строго по центру ступицы, в противном случае, если
напрессовка будет проходить под некоторым углом, то ступица не сдвинется с места, будет слизываться резьба на напресовщике.
Окончательная напрессовка ступицы шла уже штатным храповиком, при это резьба и поверхность ступица/храповик щедро смазывалась.
Храповик вращался разводным ключом на 46. Машина шаталась во все стороны :).
Работа над ошибками
Собственно, причина вскрытия двигателя, это очередной успешный тюнинг — Портинг и ломатинг ГБЦ. По итогу повторной обработки ГБЦ поделюсь своими наблюдениями. Отложения минералки относительно просто отмываются средством для мытья посуды. Лак от синтетики удалить по простому не удалось, но я особо и не усердствовал. При разворачивании втулок нашёл технологию их идеального разворачивания в домашних условиях — сперва любым способом разворачивается одна втулка, там по-любому будет минимальный люфт. После этого зажимаем уголками две втулки, используя первую развёрнутую как кондуктор. В итоге развёртка идёт по идеальной траеткории с минимальными отклоненями. Далее, что касается нарезки сёдел — фаску лучше делать широкую 2 — 2,5 мм, дело в том, что если фаска будет узкой — расклепается не она, а клапан. В итоге получится вогнутая фаска, плохо работающая на холодную. Кроме того, фаска должны быть по внешнему краю клапана — это улучшит наполнение цилиндров. Более подробно читайте в статье про тюнинг ГБЦ. Также не следует пренебрегать регулировкой зазора клапанов, у меня впускные довольно сильно сточились. Я думаю, причина в недостаточном зазоре. У меня установлены стальные штанги, я высчитал требуемый зазор в 0,15. Сейчас же я впускные клапана заменил и теперь зазор со стальными штангами буду выставлять 0,1 мм. Ну и при снятии ГБЦ значительные сложности вызывает сдёргивание с направляющих. При данной сборке двигателя, я покрыл дальнюю направляющуюю теплопроводящей пастой. Кировочепецкие маслосъёмные колпачки показали себя отлично, поставил новые такие же. Одна из причин уменьшения зазора от коромысла до тарелки — это расклёпывание тарелки и углубление сухарей вглубь. Поэтому все тарелки клапанов сменил.
Двигатель ЗМЗ 402, который производился на Заволжском моторном заводе, стал настоящей легендой отечественно автомобилестроения целой эпохи. Он устанавливался на многие модели автомобилей, таких как Волга, УАЗ, Газель и прочие. Но, поскольку силовой агрегат перестали выпускать, а его эксплуатация проводится по этот день, то периодически это движки нуждаются в ремонте.
-
Установка 16 клапанного двигателя на ваз 2109
-
Замена приводного ремня ауди q7
-
Где находится номер двигателя на рено меган 2
-
Тюнинг двигателя на газель
- Киа спортейдж двигатель не набирает обороты
Замена сальниковой набивки. Этап второй. Демонтаж
Начинаем работы из-под машины. Поэтому если есть возможность использовать смотровую яму, будет сильно удобнее.
● Сливаем масло с двигателя. ● Сливаем охлаждающую жидкость. ● Отсоединяем от мотора все, что можно отсоединить снизу. ● Подпираем мотор и КПП. ● Отвинчиваем карданный вал. ● Отвинчиваем КПП.
Переходим наверх.
● Снимаем капот. ● Снимаем с двигателя все навесное. Это не только сделает мотор не таким тяжелым, но и облегчит процедуру извлечения, а кроме того, так меньше вероятности, что вы за что-то зацепите, например бензонасосом, и обломите его. ● Снимаем радиатор. ● Отворачиваем подушки двигателя от балки. ● Снимаем головку блока.
Обвязываем двигатель ремнями и, подвесив его на трубу, с помощью помощников извлекаем из отсека. Подробнее о том, как снять мотор Волги, читайте в отдельном материале, посвященном конкретно этой теме.
ГАЗ 24 10 Белоснежка › Бортжурнал › Правильная установка набивки
Несколько лет назад, готовясь к новой попытке устранения течи масла на моей бывшей газ 21, я заказывал себе мерсовскую набивку с Германии (рис. 1-2). Машину продал, а набивка так и осталась лежать в тёмном ящике шкафа. Теперь подходит время для её установке на мою 402-ую движку. И сразу же сталкнулся с такой проблемкой: Какой стороной её правильно установить?! На сколько я знаю по слухам, если её поставить не той стороной, то насечка коленвала её просто разорёт в течении нескольких дней и вся работа будет проделана напрастно. Но к счастью на сайте www.birzhaplus.ru/avto/?44364 я нашёл такую статейку: Два способа установки сальниковой набивки Способ первый, классический — “для себя”
Так, в общем-то, делается по инструкции. Сальниковая набивка охватывает коленвал снизу и сверху. Чтобы поменять верхнюю половинку, надо снять коленвал и, соответственно, предварительно убрать все, что мешает доступу к нему. То есть это коробка передач, картер сцепления, масляный картер (поддон) двигателя и сам коленвал в сборе с маховиком и сцеплением.
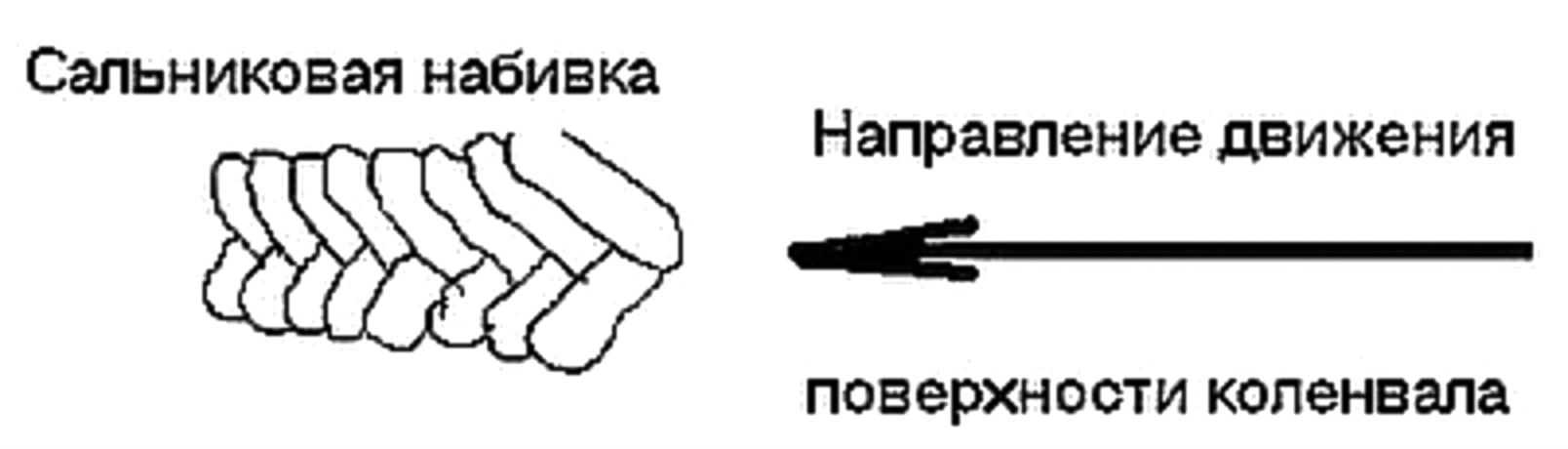
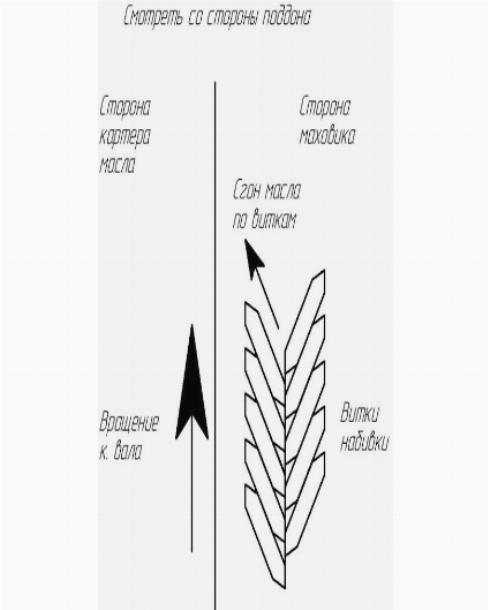
Но для того, чтобы сальниковая набивка лучше держала, ее надо правильно расположить. Дело в том, что жгут заплетен “елочкой” и нужно, чтобы “елочка” своим “острым концом” была направлена навстречу движению вращения коленвала (см. рис.). Такое расположение способствует тому, что жгут стремится сойтись к центру, благодаря чему повышается плотность сальника и он не пропускает масло наружу, а сам “рисунок” набивки как бы играет роль маслосгонной резьбы.
Жгут должен быть набит очень плотно. Поэтому лучше использовать для этого киянку из твердых пород дерева. Однако перед этим нужно проверить “постели” для жгута, а также сам коленчатый вал: если причина течи в биении кривого коленвала либо износе маслосгонной накатки, то замена сальниковой набивки не поможет. То же относится и ко второму способу.
Способ второй, нестандартный — “не для себя”
К нему можно прибегнуть только в случае крайней необходимости, когда вставать на капитальный ремонт нет времени, а течь масла через сальниковую набивку уже превышает все мыслимые пределы.
В этом случае снимаются только масляный поддон и опора коленвала со стороны сальниковой набивки. Один конец новой ремонтной набивки срезают наискосок, чтобы зацепить за нее кусок мягкой стальной проволоки. Затем обматывают место соединения ниткой так, что бы вся конструкция была тоньше самой набивки. Проволоку пропускают вокруг коленвала и тянут за нее набивку, вращая при этом коленвал за маховик. Остается обрезать набивку по диаметру вала и, смазав герметиком, собрать все обратно, не забыв поменять набивку и с нижней стороны. Помогает второй способ не всегда и не надолго, поэтому при удобном случае нужно все же прибегнуть к способу первому.
Ещё по дешёвке удалось приобрести комплект: лепестковую корзину, диск сцепления, выжимной подшипник, две шайбочки, и пластиковый первичный валик (рис. 4)
Источник
Что такое сальниковая набивка?
Что же из себя представляет этот элемент, и отчего его считают проклятием моторов?
На самом деле сальниковая набивка не является чем-то оригинальным, и к неудачным техническим решениям ее отнести тоже нельзя. Такой вариант уплотнения заднего конца коленвала можно встретить не только на Волгах, но и на множестве американских автомобилей, на некоторых моторах Мерседес, судовых двигателях и т.д. В нашем автопроме сальниковая набивка используется на моторах ЗМЗ 21, ЗМЗ 402, ЗМЗ 24, ГАЗ 21, ГАЗ 20, УМЗ 414, УМЗ 417 и их модификациях. Также набивка ставится и на восьми-цилиндровые моторы ЗМЗ (513, 523 и т.д.)
Конструктивно набивка представляет из себя асбестовый шнур с графитовой пропиткой, иногда с включением медной проволоки (сейчас еще встречается фторопластовая набивка). Шнур закладывается в специальную обойму, смонтированную на корпусе механизма в месте выхода из него вращающегося вала. Обойма поджимает набивку, и та, в свою очередь, прилегая одной стороной к стенкам обоймы и корпуса, а другой — к валу, обеспечивает герметичность и препятствует потере масла.
Преимущество такой конструкции — в ее простоте и низкой стоимости, а вот главный недостаток — в том, что установка требует аккуратности. К сожалению, именно с аккуратностью у многих автослесарей большие проблемы. От того и текут волговские моторы.
Замена сальниковой набивки. Этап первый, подготовительный
Как мы с вами установили, набивка придумана не идиотами, а весь секрет герметичности скрывается в правильности установки.
Попробуем выполнить эту операцию самостоятельно. Для начала вам потребуется найти минимум двоих помощников (лучше четверых) или лебедку (можно таль) для извлечения двигателя из отсека.
Бывалые мастера рассказывают о том, что поменять набивку можно и не снимая мотора с автомобиля, просто сняв поддон и немного отпустив коренные бугеля коленвала. Это, действительно, возможно, для автомобилей семейства ГАЗ 24 и ГАЗ 31, а так же УАЗов, на них есть возможность снять поддон без демонтажа мотора. Однако это крайне неудобно, и именно такой метод внес значительный вклад в сказку о том, что мотор Волги не может не течь. Мы же будем все делать для себя и так, как положено.
Регулировка клапанов ГАЗ 402
Мотор ЗМЗ-402 производится с 1985 года, впервые он появился на переходных моделях ГАЗ 24М. Он также широко используется на Газелях. Восьмиклапанный двигатель имеет нижнее расположение распредвала и верхнее расположение клапанов, в его газораспределительном механизме присутствуют следующие детали:
- распределительный вал, он вращается в пяти опорах блока цилиндров;
- распредшестерня, передает движение от коленвала распределительному валу;
- 8 толкателей, приводятся в движение кулачками распредвала;
- 8 алюминиевых штанг;
- ось коромысел, на которой находится сами коромысла (8 шт.) с регулировочными винтами;
- выпускные и впускные клапана, расположенные в головке блока цилиндров.
Когда распределительный вал вращается, происходит поднятие и опускание клапанов в головке блока. Точно так же, как и все другие современные двигатели, ЗМЗ-402 работает по четырехтактной схеме:
- сначала в ДВС происходит впуск, топливовоздушная смесь заполняет цилиндр;
- затем в цилиндре совершается сжатие смеси, и она поджигается искрой от свечи зажигания;
- происходит рабочий ход;
- последний этап в процессе – выпуск отработанных газов.
Когда совершается сжатие, оба клапана закрыты и герметичны – регулировку клапанов выполняют именно в таком положении. Чтобы камера сгорания была герметичной в момент сжатия, между штоком клапана и коромыслом должен быть тепловой зазор – если его не будет, при расширении металла на горячем двигателе клапан не будет герметично прилегать к посадочному месту (седлу), мотор может потерять мощность, а в некоторых случаях и вовсе не будет запускаться.
Клапана на ЗМЗ-402 можно регулировать двумя способами. В первом варианте регулировка производится следующим образом (в качестве примера возьмем автомобиль ГАЗ 24):
- останавливаем двигатель, выключаем зажигание, ставим машину на нейтральную передачу;
- открываем капот, снимаем корпус воздушного фильтра;
- снимаем клапанную крышку, она держится на шести болтах;
- прокручиваем коленвал, выставляем по меткам первый цилиндр. Метка находится на переднем шкиве коленвала;
- следует отметить, что метки на шкиве могут совпадать при ВМТ (верхней мертвой точки) 1-го и 4-го цилиндров, и если клапана 1-го цилиндра при этом зажаты, а у четвертого свободны, значит, метки совпали с 4-ым цилиндром, а не с 1-ым. Это можно легко проверить – снять крышку трамблера и посмотреть, куда смотрит бегунок;
- регулируем оба клапана на первом цилиндре (зазор 0,3 мм), проворачиваем пол-оборота двигателя по часовой стрелке (метки должны находиться внизу)
- регулируем оба клапана на втором цилиндре;
- проворачиваем еще пол-оборота (метки снова наверху и совпадают), регулируем клапана 4 цилиндра;
- делаем еще половину оборота коленвала (метки опять внизу) и производим регулировку на третьем цилиндре.
Закрываем клапанную крышку, запускаем двигатель и проверяем, как работает мотор. Регулировку клапанных зазоров на всех автомобилях ГАЗ производят с помощью специальных щупов, обычно они собраны в одном наборе.
Есть такое понятие как перекрытие клапанов, и при свободных клапанах первого цилиндра (в ВМТ) будут зажаты оба клапана 4-го цилиндра, а вот на втором и третьем по одному клапану останутся свободными. Поэтому регулировку можно сделать за два проворачивания коленчатого вала:
- выставляем ВМТ первого цилиндра, регулируем клапана 1-2-4-6, считая их от передней части мотора;
- делаем оборот коленвала и регулируем все остальные клапана (3-5-7-8).
В книгах рекомендуется регулировку проводить на холодную, на крайних клапанах (1 и устанавливать зазор 0,35 мм, на остальных – 0,3 мм. Но на холодную регулировку производить нельзя – алюминиевые штанги с нагревом двигателя расширяются, и зазоры на горячем ДВС в клапанах уменьшаются. Практика показала, что наиболее оптимальный вариант – это регулировка на хорошо прогретом двигателе с зазорами 0,3 мм на всех клапанах. Кстати, точно также производится регулировка клапанных зазоров на машине ГАЗ 21 «Волга».










Величина зазоров в приводе клапанов:
| Номерцилиндра | Клапан | Величиназазора, мм |
| 1 | Впускной
Выпускной |
0,40 – 0,45
0,35 – 0,40 |
| 2 | Впускной
Выпускной |
0,40 – 0,45
0,40 – 0,45 |
| 3 | Впускной
Выпускной |
0,40 – 0,45
0,40 – 0,45 |
| 4 | Впускной
Выпускной |
0,40 – 0,45
0,35 – 0,40 |