
Заземление оборудования для сварки
Любые устройства, питающиеся от электросети, согласно требованиям ПУЭ должны заземляться, что гарантирует надёжную защиту работающего на них персонала от случайного поражения электрическим током. Заземление сварочного аппарата, относящегося к категории таких электрических приборов, также считается обязательным. В инструкции к любому инвертору или трансформаторному сварочному оборудованию указано, что включать его без заземления запрещено.
Особенность работ по заземлению
С учётом специфики сварочного оборудования разработаны конкретные схемы и правила заземления корпусов источников тока и трансформаторов. Они позволяют организовать цепи отвода опасных потенциалов от токопроводящих частей.
Специфика заземления сварочного оборудования проявляется в следующих требованиях:
- последовательное заземление нескольких сварных агрегатов или постов недопустимо (каждая единица оборудования должна иметь своё собственное заземляющее устройство – ЗУ);
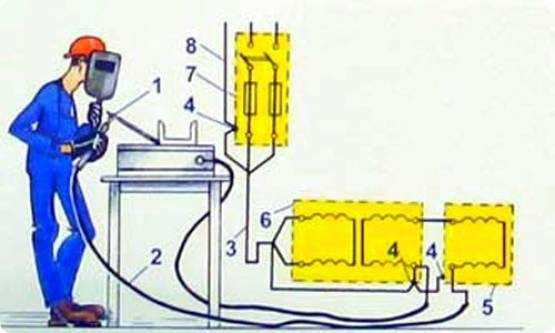
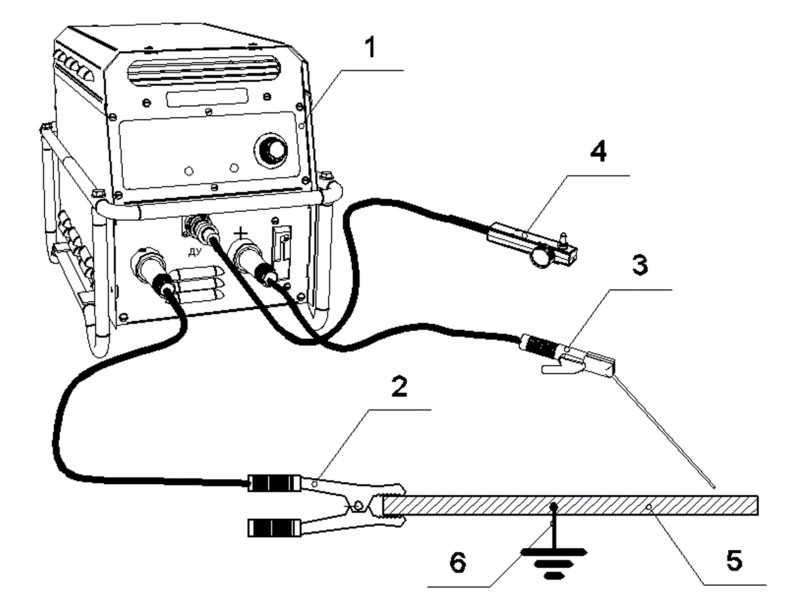
- к устройству заземления должны подключаться все токоведущие части сварочного оборудования, включая вторичные выводы трансформаторного преобразователя;
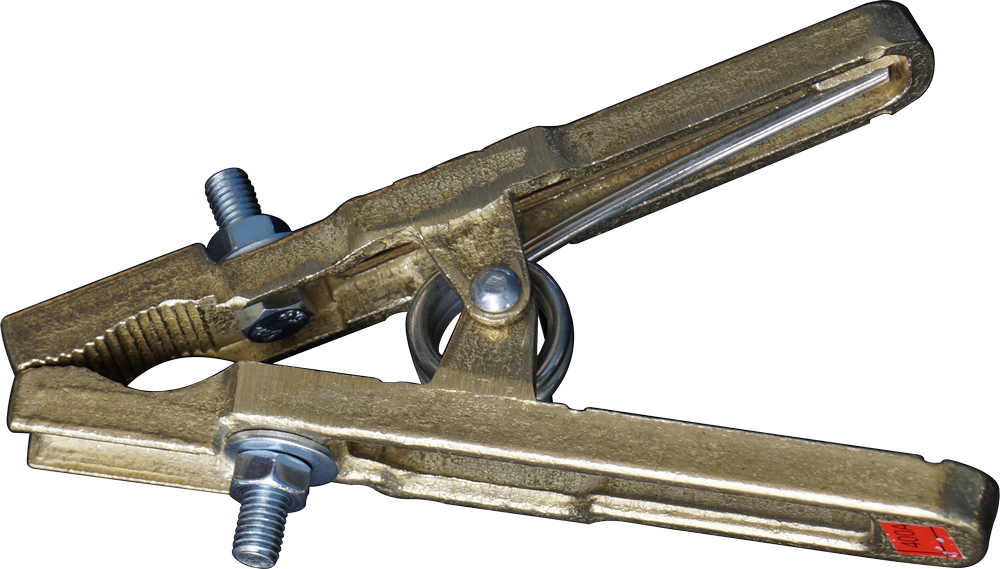
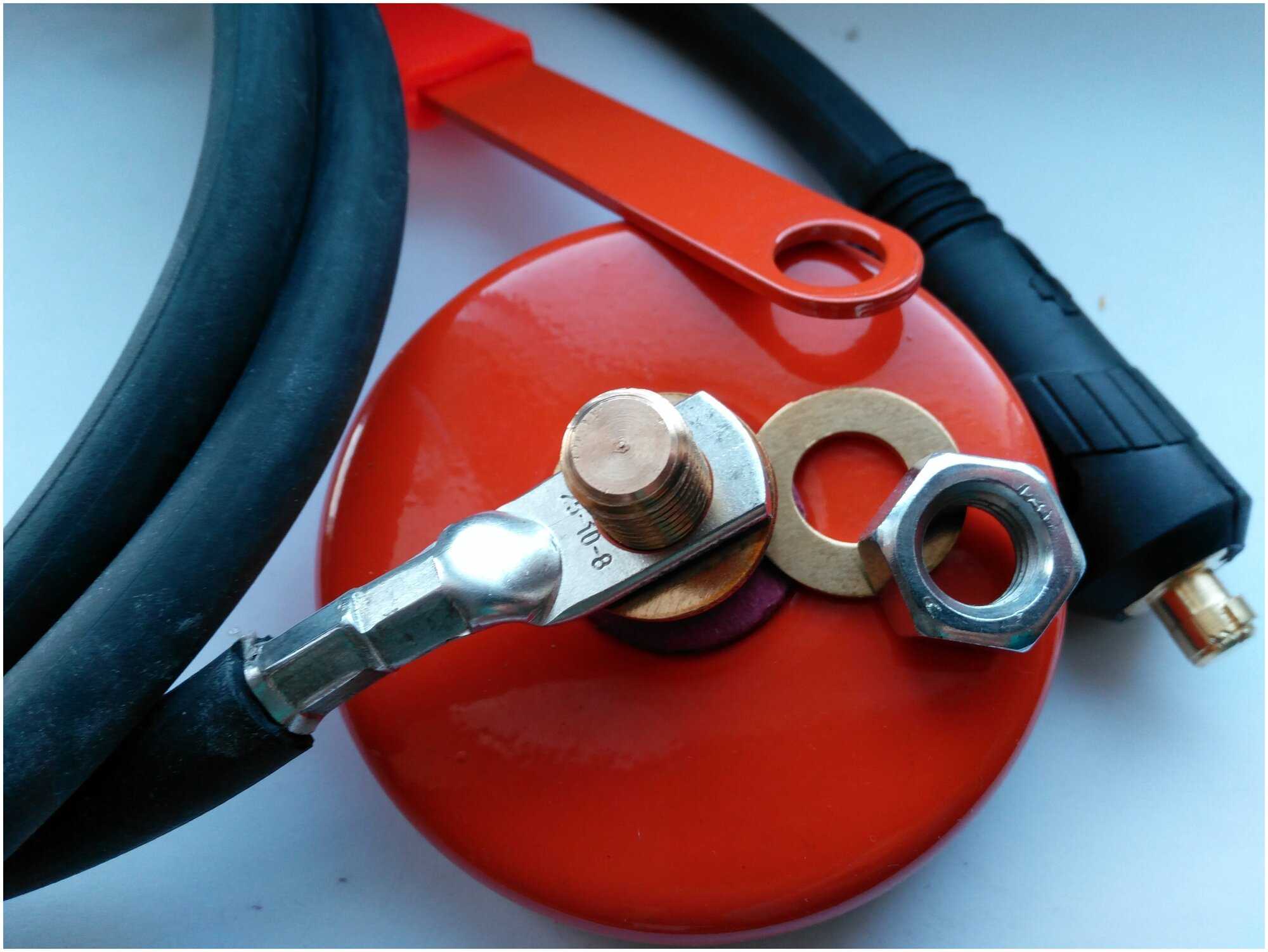
- временное крепление специального заземляющего проводника должно производиться с высокой степенью защиты от ослабления (на болтовой контакт, оснащённый специальной шпилькой);
- место подключения заземляющей шины должно помечаться специальным символом, с понятным для оператора обозначением.
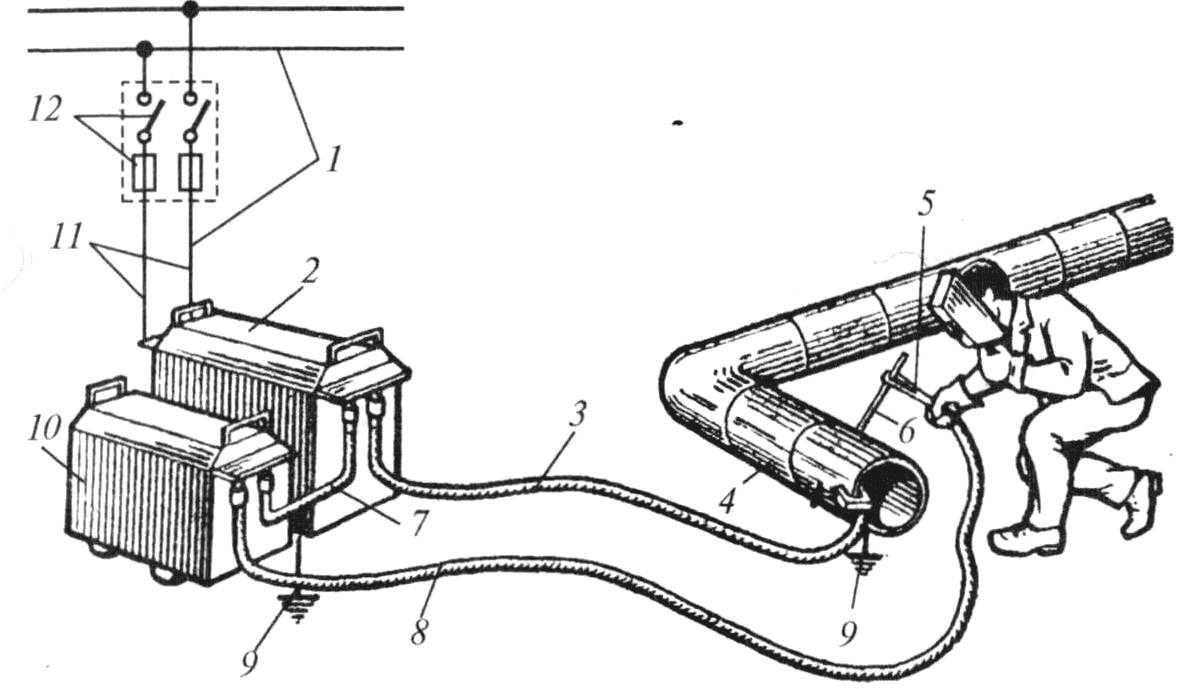
Помимо этого, при включении оборудования для сварки в питающую сеть 220/380 Вольт с глухозаземленной «нейтралью», такая защита должна быть организована и во входных цепях трансформатора. В домашних условиях функцию защиты от пробоя электротока на корпус сварочного оборудования выполняет УЗО.
Контроль состояния заземления
Согласно требованиям ПУЭ для эффективной защищённости от случайного электрического удара суммарное сопротивление заземляющего устройства не должно быть более 5 Ом. Для достижения этого показателя при обустройстве заземления сварочного оборудования следует обеспечить требуемую электропроводность системы, увеличивая площадь контакта элементов с грунтом.
В реальных условиях достичь показателя в 5 Ом удаётся с большим трудом. Для обеспечения нормируемой величины переходного сопротивления используются искусственные приёмы его снижения (введением в прилежащий грунт специальных химикатов).
Независимо от способа обустройства заземляющей конструкции, все её открытые части (и в особенности – стыки) должны быть обработаны защитным составом. В качестве такого покрытия обычно используется разогретая до жидкого состояния смола.
И, наконец, с целью контроля исправности системы заземлителей в соответствии с требованиями нормативов должны проводиться регулярные проверки их текущего состояния. В процессе таких проверок осуществляется визуальный осмотр открытых мест соединения частей ЗУ или делается контрольная выемка грунта на глубину, определяемую требованиями ПУЭ. В последнем случае проверяют состояние скрытых в земле шин и сварных соединений.
Защита передвижных установок
Все, что было рассмотрено ранее, традиционно относится к обычному стационарному оборудованию. Иной подход наблюдается при необходимости заземления передвижных электроустановок, для которых выполнение требований по переходному сопротивлению несколько затруднено. В связи с этим ПУЭ допускают повышение его величины до предельного значения, равного 25-ти Омам.
Последнее требование справедливо лишь для установок с автономным питанием, имеющим изолированную от земли нейтраль (в качестве примера может быть приведено ГРПШ).
Этот вид заземляющих устройств традиционно применяется для тех образцов оборудования, которые не являются источниками питания для остальных установок и не склонны к искрообразованию. Другая область их применения – передвижные агрегаты, оснащенные собственными стационарными заземлителями, не используемыми в данный момент. Передвижные установки с автономным питанием из-за возможного образования трущихся сочленений и изолированной от земли нейтрали подлежат регулярному освидетельствованию в части состояния защитной оболочки (изоляционного покрытия).
Правила монтажа
Теперь, что касается проводки заземляющих проводников. Их можно проводить по бетонным и кирпичным конструкциям, как в горизонтальной плоскости, так и в вертикальной. Крепление к конструкциям производится дюбелями, между которыми можно оставлять расстояние:
- на прямолинейных участках в диапазоне 600-1000 мм;
- на изгибах и поворотах не более 100 мм.
Расстояние от напольного основание до места крепежа должно составлять 400-600 мм. Если заземляющая система проводников будет прокладываться во влажных помещениях, то под них необходимо будет уложить подкладки толщиною не меньше 10 мм.

Требования к помещениям для сварочных установок и сварочных постов
7.6.33. Помещения и здания сборочно-сварочных цехов и участков с размещенными в них электросварочными установками и сварочными постами, а также вентиляционные устройства должны отвечать требованиям действующих нормативных документов.
7.6.34. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сварочно-сборочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения, выгороженные противопожарными перегородками 1-го типа, если они расположены смежно с помещениями категорий А, Б и В по взрывопожарной опасности, и 2-го типа в остальных случаях. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.35. Сварочные посты допускается располагать во взрыво- и пожароопасных зонах только в период производства временных электросварочных работ, выполняемых с соблюдением требований, изложенных в типовой инструкции по организации безопасного ведения огневых работ на взрыво- и взрывопожароопасных объектах, утвержденной Госгортехнадзором России.
7.6.36. В помещениях для электросварочных установок должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
7.6.37. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост.
7.6.38. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах должны быть размещены в специальных кабинах со стенками из несгораемого материала.
Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2×1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены. Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками размером не более 50×50 мм.
7.6.39. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
7.6.40. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.41. Естественное и искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских, отдельных сварочных постов (сварочных кабин) и мест сварки должно удовлетворять требованиям СНиП 23-05-95 «Естественное и искусственное освещение. Нормы проектирования».
7.6.42. При ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно из зоны сварки.
7.6.43. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование в соответствии с характером выполняемых работ. При невозможности необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6–8 м3/ч.
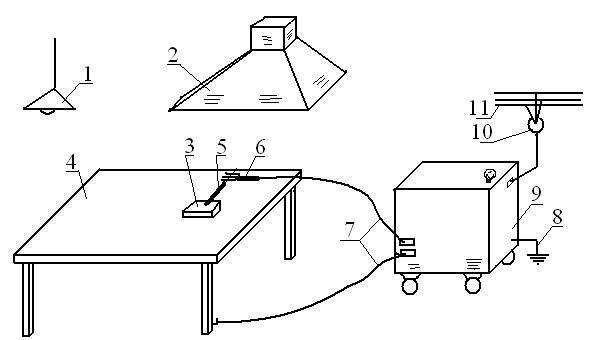
7.6.44. Над переносными и передвижными сварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из негорючих материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Способы обеспечения электробезопасности
Крайне важно соблюдать меры, которые позволят уберечь рабочего от производственных травм. В процессе сварки следует придерживаться следующих правил:
- Подключить к контуру заземления все элементы, по которым не проводится ток.
- Оборудовать точку заземления для каждого аппарата.
- Заземлять каждое устройство последовательно недопустимо.
- При отсутствии возможности заземления применять устройство, позволяющее отключать электричество в автономном режиме.
Немаловажное значение имеет степень эффективности защиты работника от электротравм. Существуют определенные нормы безопасности, по которым показатель сопротивления заземляющего контура должен быть не выше 5 Ом
Необходимо их придерживаться путем обеспечения как можно большей площади контакта заземлителя с поверхностью земли. Следует позаботиться об удовлетворительной проводимости тока.
Правила заземления сварочных аппаратов
Согласно правилам безопасности, любое электрическое оборудование должно быть заземлено – заземление сварочного аппарата не является исключением. В данном материале описаны основные правила заземления различного сварочного оборудования.
Зачем заземлять
Стационарное сварочное оборудование, вне зависимости от схемы подключения к электрической сети, в большинстве случаев имеет отдельный заземляющий контур. Обычно, один конец заземляющего кабеля, крепится к металлическому корпусу сварочного аппарата, а другой – к вкопанному в землю металлическому стержню.
Благодаря такому соединению корпуса сварки с поверхностью земли, возникает равенство потенциалов между ними. Если корпус окажется под напряжением, и рабочий к нему прикоснется, то из-за равенства потенциалов удара током не произойдет. Это относится и к другим частям аппарата, способным проводить ток. Поскольку электросварочное оборудование работает с большими по величине токами, заземление может спасти жизнь.
Основные требования
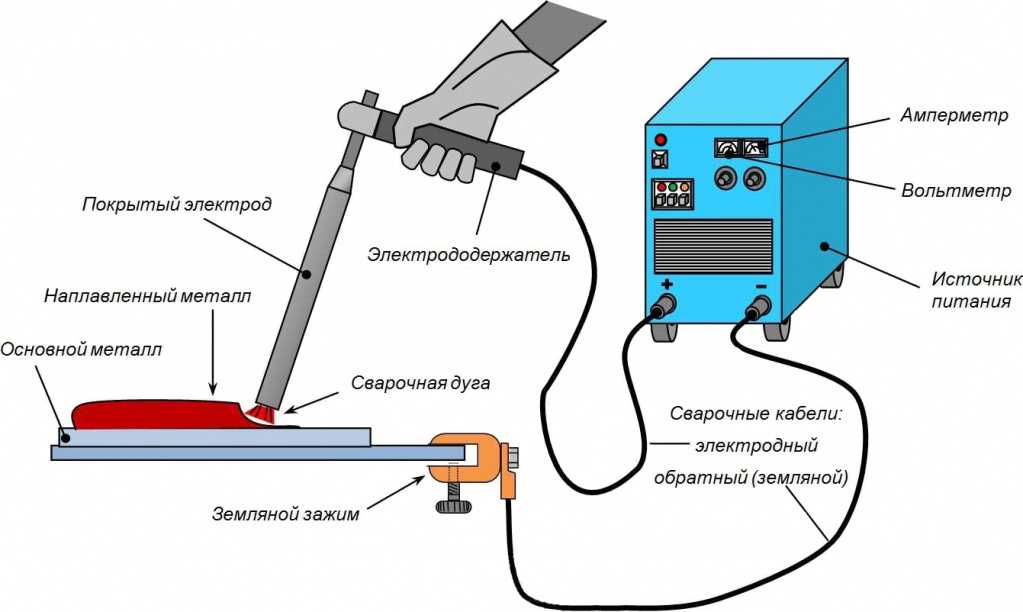
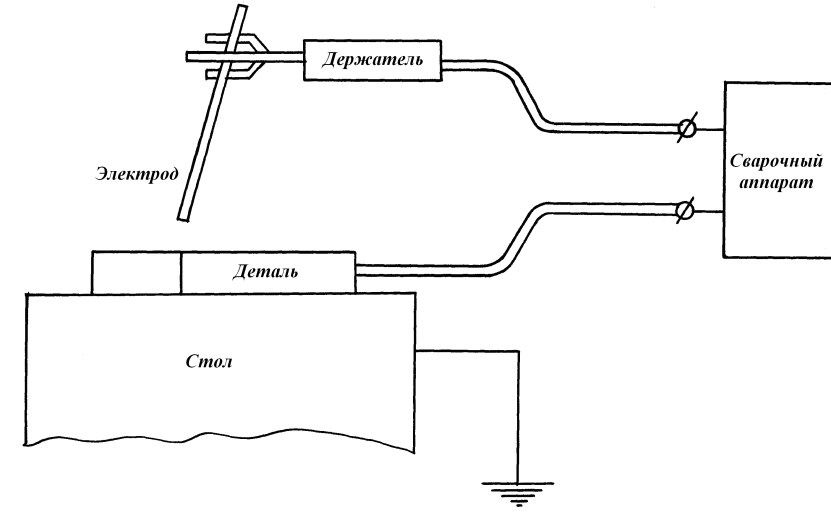
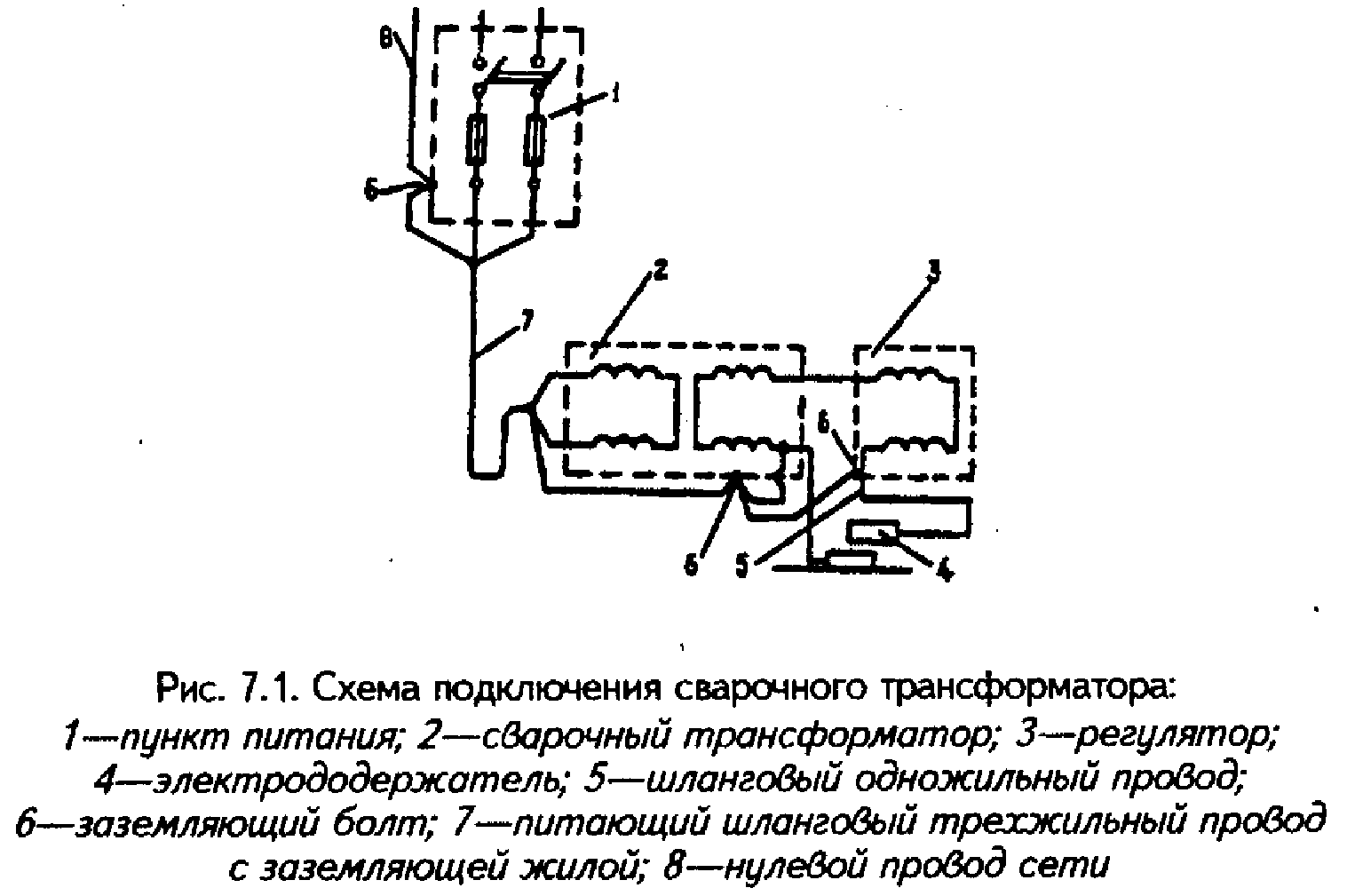
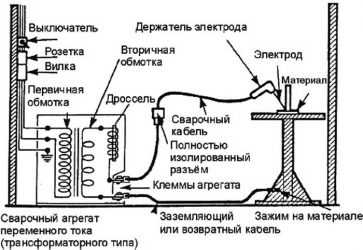
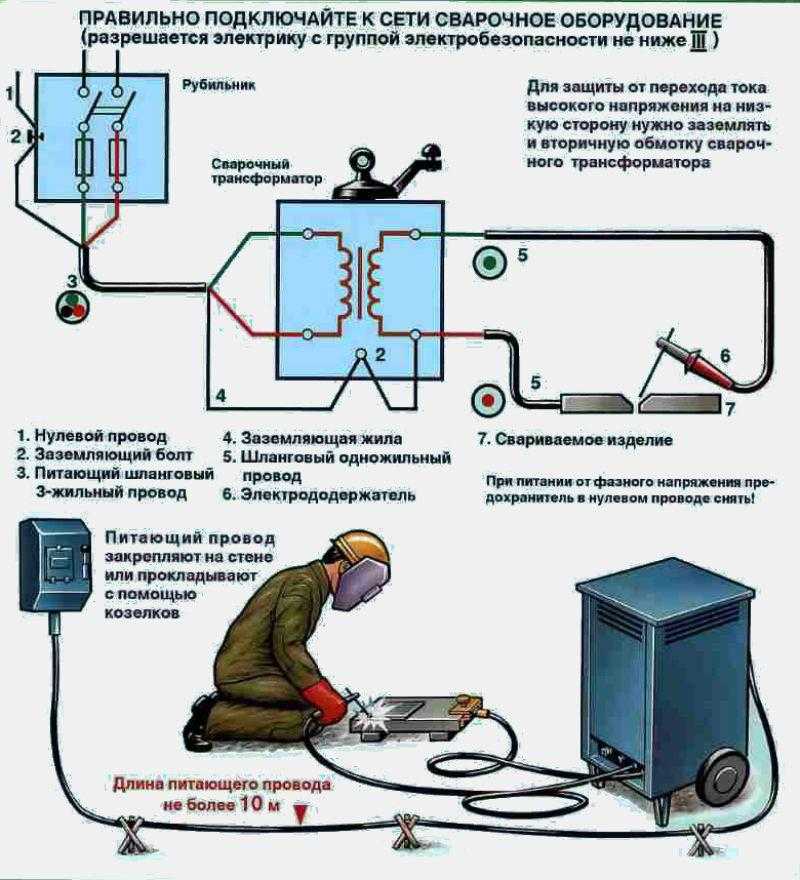
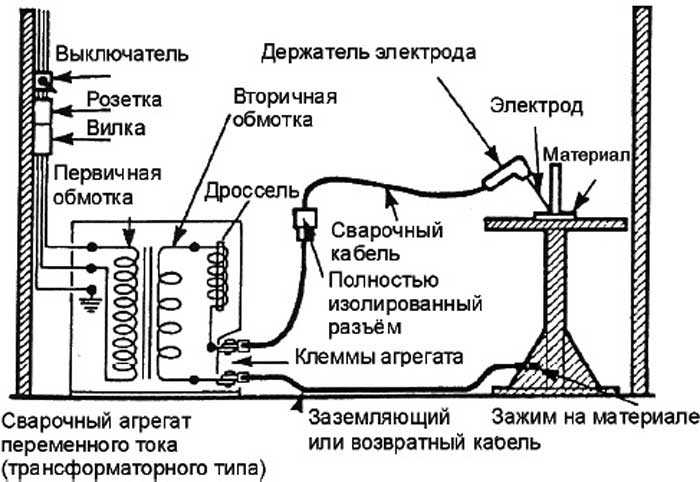
Заземление делают медным кабелем сечением минимум 6 мм или металлической арматурой сечением минимум 12 мм. Крепят медный кабель к корпусу через специальный болт на установке, помеченный надписью «Земля» (возможно и другое обозначение). Кроме основного электросварочного оборудования, в аппаратах для дуговой сварки необходимо заземлять и тот зажим вторичной обмотки, к какому подключается проводник, идущий к свариваемой детали.
Если кабель, подводящий ток, двужильный, то для заземления сварочного трансформатора нельзя применять провода «ноль» и «фаза».
Основные требования по обеспечению электробезопасности:
- все нетоковедущие элементы сварочных установок должны быть подключены к заземляющему контуру;
- сварочные аппараты, для подключения к заземляющему контуру, оснащаются специальным болтом с соответствующим обозначением, к которому прикреплен заземляющий провод;
- для каждой электрической установки должна быть предусмотрена отдельная точка заземления;
- запрещается сварочные аппараты заземлять последовательно;
- если нет никакой возможности заземлить оборудование, необходимо использовать устройство защитного отключения.
Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для соединения заземлителя с заземляющим проводником используется метод сварки или применяются хомуты. Независимо от метода соединения, стык необходимо защитить от возможной коррозии, для этого, чаще всего, применяется смола.
Электрические сварочные аппараты, для обеспечения безопасной работы, необходимо каждый месяц проверять на наличие оголенных токоведущих элементов, замыкания на корпус, целостность заземляющего контура.
Проверяется наличие замыкания между элементами обмотки трансформатора, а также исправность систем защиты.
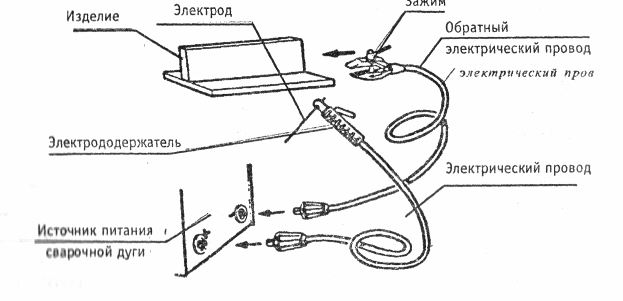
В электросварочных аппаратах, в которых создается дуга между электродом и проводящей электричество деталью, необходимо кроме элементов корпуса, заземлять вывод вторичной обмотки источника напряжения, соединяемый обратным кабелем с деталью.
Классификация заземлителей
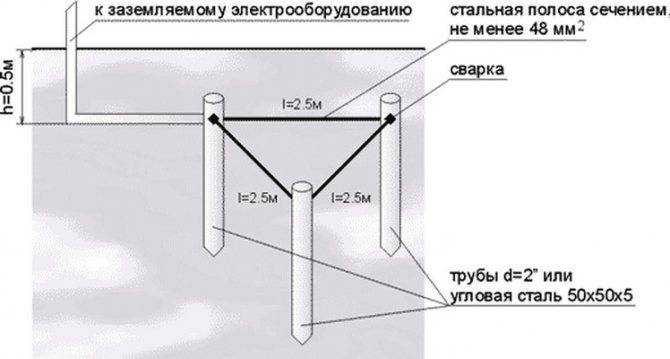
Искусственный контур заземления сварочного оборудования может быть выполнен вертикальным способом и горизонтальным.
При выполнении вертикального заземляющего контура, чаще всего, используют металлические уголки, трубы или пластины, закопанные в землю. Запрещается для контура заземления использовать алюминий, так как в следствии электрокоррозии он быстро разрушается.
В местах, где по тем или иным причинам невозможен монтаж вертикального заземления, применяется горизонтальное (глубинное) заземление. В грунт, на необходимую глубину, помещают один или несколько металлических стержней, концы которых соединяют между собой.
Главным преимуществом вертикального заземления является экономия пространства. Но это не единственное достоинство данного способа заземления – за счет контакта со слоями земли, которые насыщены влагой, достигается отличная токопроводимость.
Классификация заземлителей
Строгое соответствие стандартным мерам безопасности предполагает заземление электрических контуров в обязательном порядке. Сделать это можно двумя способами:
- вертикальным;
- горизонтальным.
Первый предусматривает использование труб, уголков или пластин, изготовленных из металла. Эти элементы нужно вкопать в грунт. В результате существенным образом экономится пространство. Преимуществом этого способа выступает отличная проводимость электрического тока, поскольку металлические детали вступают в непосредственный контакт с влажными земельными слоями.
Вертикальное заземление может применяться не во всех случаях. Там, где это по каким-то причинам невозможно, используют горизонтальный способ или глубинный. Особенность его состоит в закапывании в землю на определенную глубину металлических стержней, соединенных между собой.
Правила заземления сварочных аппаратов
Согласно правилам безопасности, любое электрическое оборудование должно быть заземлено – заземление сварочного аппарата не является исключением. В данном материале описаны основные правила заземления различного сварочного оборудования.
Зачем заземлять
Стационарное сварочное оборудование, вне зависимости от схемы подключения к электрической сети, в большинстве случаев имеет отдельный заземляющий контур. Обычно, один конец заземляющего кабеля, крепится к металлическому корпусу сварочного аппарата, а другой – к вкопанному в землю металлическому стержню.
Благодаря такому соединению корпуса сварки с поверхностью земли, возникает равенство потенциалов между ними. Если корпус окажется под напряжением, и рабочий к нему прикоснется, то из-за равенства потенциалов удара током не произойдет. Это относится и к другим частям аппарата, способным проводить ток. Поскольку электросварочное оборудование работает с большими по величине токами, заземление может спасти жизнь.
Основные требования
Заземление делают медным кабелем сечением минимум 6 мм или металлической арматурой сечением минимум 12 мм. Крепят медный кабель к корпусу через специальный болт на установке, помеченный надписью «Земля» (возможно и другое обозначение). Кроме основного электросварочного оборудования, в аппаратах для дуговой сварки необходимо заземлять и тот зажим вторичной обмотки, к какому подключается проводник, идущий к свариваемой детали.
Если кабель, подводящий ток, двужильный, то для заземления сварочного трансформатора нельзя применять провода «ноль» и «фаза».
Основные требования по обеспечению электробезопасности:
- все нетоковедущие элементы сварочных установок должны быть подключены к заземляющему контуру;
- сварочные аппараты, для подключения к заземляющему контуру, оснащаются специальным болтом с соответствующим обозначением, к которому прикреплен заземляющий провод;
- для каждой электрической установки должна быть предусмотрена отдельная точка заземления;
- запрещается сварочные аппараты заземлять последовательно;
- если нет никакой возможности заземлить оборудование, необходимо использовать устройство защитного отключения.
Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для соединения заземлителя с заземляющим проводником используется метод сварки или применяются хомуты. Независимо от метода соединения, стык необходимо защитить от возможной коррозии, для этого, чаще всего, применяется смола.
Электрические сварочные аппараты, для обеспечения безопасной работы, необходимо каждый месяц проверять на наличие оголенных токоведущих элементов, замыкания на корпус, целостность заземляющего контура.
Проверяется наличие замыкания между элементами обмотки трансформатора, а также исправность систем защиты.
В электросварочных аппаратах, в которых создается дуга между электродом и проводящей электричество деталью, необходимо кроме элементов корпуса, заземлять вывод вторичной обмотки источника напряжения, соединяемый обратным кабелем с деталью.
Классификация заземлителей
Искусственный контур заземления сварочного оборудования может быть выполнен вертикальным способом и горизонтальным.
При выполнении вертикального заземляющего контура, чаще всего, используют металлические уголки, трубы или пластины, закопанные в землю. Запрещается для контура заземления использовать алюминий, так как в следствии электрокоррозии он быстро разрушается.




В местах, где по тем или иным причинам невозможен монтаж вертикального заземления, применяется горизонтальное (глубинное) заземление. В грунт, на необходимую глубину, помещают один или несколько металлических стержней, концы которых соединяют между собой.
Главным преимуществом вертикального заземления является экономия пространства. Но это не единственное достоинство данного способа заземления – за счет контакта со слоями земли, которые насыщены влагой, достигается отличная токопроводимость.
Определения
7.6.3. Электросварочная установка — комплекс функционально связанных элементов соответствующего электросварочного и общего назначения электротехнического, а также механического и другого оборудования, средств автоматики и КИП, обеспечивающих осуществление необходимого технологического процесса.
Состав элементов электросварочных установок зависит от их назначения, конструктивного исполнения оборудования, степени механизации и автоматизации.
В состав электросварочных установок в зависимости от перечисленных условий входят кабельные линии, электропроводки и токопроводы внешних соединений между элементами установки, а также в пределах установки трубопроводы систем водоохлаждения и гидравлического привода, линий сжатого воздуха, азота, аргона, гелия, углекислого газа и других газов, а также вакуума.
7.6.4. Источник сварочного тока — специальное электротехническое устройство, способное обеспечить подачу электрической энергии с соответствующими параметрами для преобразования ее в необходимое количество теплоты в зоне плавления или нагрева металла (или неметаллического материала) до пластического состояния для проведения указанных в 7.6.1 процессов.
7.6.5. Сварочная цепь — предназначенная для прохождения сварочного тока часть электрической цепи электросварочной установки от выводов* источника сварочного тока до свариваемой детали (изделия).
* Вывод — термин по ГОСТ 18311-80.
7.6.6. Сварочный пост электросварочной установки — рабочее место сварщика, оснащенное комплексом средств (оборудованием, приборами и пр.) для выполнения электротехнологических процессов сварки, наплавления, напыления, резки.
7.6.7. Однопостовый и многопостовый источник сварочного тока — источники сварочного тока, питающие соответственно один или несколько сварочных постов.
7.6.8. Автономные электросварочные установки — установки с источниками сварочного тока, снабженными двигателями внутреннего сгорания, в отличие от электросварочных установок, питающихся от электрических сетей, в том числе присоединяемых к передвижным электростанциям.
Требования к заземляющим, защитным проводникам и проводникам системы
Технологические характеристики заземляющих проводников должны соответствовать месту их установки, способу соединения, материалов, из которых изготовлены провода. Кроме специальных требований, к такой продукции применяются еще и общие правила. Только тогда любой из них снизит значение электротока до 0.
Подключение защитных систем проводится к общей точке для любого электрооборудования – к глухо заземленной нейтрали по 5 основным схемам. Нулевой потенциал при подключении заземлителя создается с помощью нейтрального провода, который принято обозначать буквенным символом N. У защитного нулевого кабеля имеется собственное обозначение — РЕ.
После уравнивания потенциалов напряжение в проводке будет с таким же значением, как и при коротком замыкании. Поэтому для сечения заземляющих проводников подбирается такой же диаметр, как у кабеля фазы. Маркировка используемых проводов может выбираться с учетом значений, принятых ГОСТом из готовых таблиц, размещенных в приложениях ПЭУ. Все используемые кабели могут быть только качественного изготовления и с нужными технологическими характеристиками.

Для проведения отдельных расчетов сечения заземляющего проводника используется формула, в которой указаны показатели короткого замыкания, вид используемого провода и технология его укладки. При расчете параметров создаваемой системы защиты, следует учитывать, что идущее по ней сопротивление не может превышать 4 Ом. Более безопасное подключение создается при использовании винтового способа соединения. Нулевой кабель должен быть окрашен в синий цвет, а проводка заземления – в желтый.
Технические требования к организации заземления электроустановок
УЗ используют для защиты людей и оборудования от разрушительного действия электрического тока. Безопасность обеспечивается путем соединения защищаемых корпусов электроустановок с землей. Работы по организации заземляющих сетей регламентируются положениями ГОСТ 12.1.030-81, согласно которым защитное заземление электроустановки следует выполнять при следующих параметрах:
- при значениях номинального напряжения 380 B и более переменного тока и более 440 B и более постоянного тока – при любых значениях;
- при значениях номинального напряжения 42-380 B переменного тока 110-440 B. Для работ связанных с повышенной опасностью.
Правильно организованная система заземления электроустановок способна нейтрализовать избыточный потенциал любой мощности и защитить людей, оборудование и здания от воздействия электрического тока будь то скачки, вызванные включением или отключением силового оборудования или грозовое воздействие.
Принцип работы основан на разнице сопротивлений человеческого тела и УЗ. Избыточный потенциал отводится в направлении меньшего показателя, т. е. в сторону защитного контура.
Выбор естественных заземлителей
Согласно правилам устройства электроустановок, их корпуса должны быть подключены к искусственным или естественным заземлителям. В качестве естественных используют следующие металлические объекты:
- каркасы подземных металлоконструкций, имеющие непосредственный контакт с грунтом;
- защитные кожухи кабелей, проложенных под землей;
- металлические трубы, за исключением газо- и нефтепроводов;
- железнодорожные рельсы.
Контакт объекта с естественным заземлителем должен осуществляться минимум в двух местах. Преимущества этого метода в простоте, эффективности и сокращении затрат на организацию системы электробезопасности.
Нельзя выбирать в качестве естественных заземлителей следующие объекты:
- трубопроводы горючих и взрывчатых газов и жидкостей;
- трубы, покрытые антикоррозийной изоляцией;
- канализационные трубопроводы;
- трубы централизованного отопления.
Сопротивление стеканию тока
Заземление работает по следующему принципу: ток, стекающий в землю через место замыкания, проходит вначале на корпус электроустановки и с него через УЗ в грунт
Очевидно, что при организации сетей заземления до 1000 Вольт, важно создать цепочку, обеспечивающую стекание избыточного заряда в землю
Значения сопротивления заземления для сетей различного назначения:
| Назначение сети | Максимальное значение сопротивления, Ом |
| Частные дома 220, 380 Вольт | 30 |
| Промышленное оборудование | 4 |
| Источник тока при напряжении 660, 380 и 220 Вольт | 2, 4, 8 |
| Частный дом при подключении газопровода | 10 |
| Устройства защиты линий связи | 2 (реже 4) |
| Телекоммуникационное оборудование | 2 или 4 |
Чтобы получить показатели сопротивления, установленные нормативами, следует придерживаться типовых процедур:
- Увеличить площадь соприкосновения деталей заземляющего устройства с грунтом.
- Обеспечить качественный контакт между элементами устройства и соединительными шинами.
- Усилить проводимости почвы увлажнением или повышением ее солености.
Для контроля за соответствием сопротивления предписанным нормам следует проверять его уровень не реже одного раза в шесть лет.
Работа УЗ при нарушении защитной изоляции электрооборудования
Нарушение целостности защитной изоляции нередко приводит к замыканию фазы на корпус. Дальнейшее развитие событий зависит от качества системы электробезопасности. Возможны следующие варианты:
- Заземление отсутствует, устройство защитного отключения не установлено. Самая неблагоприятная ситуация. При прикосновении к корпусу ощущается сильный удар.
- Корпус подключен к системе заземления, УЗО отсутствует. Если ток утечки будет велик, сработает автомат и отключит питающую линию или цепочку. Этот вариант может привести к накоплению избыточного потенциала на корпусе, если сопротивление переходов и номинал предохранителей будут велики. Такая ситуация опасна для людей.
- Заземление отсутствует, устройство защитного отключения установлено. Ток утечки вызовет срабатывание УЗО и человек успеет ощутить только слабый удар током.
- Корпус подключен к заземлению, УЗО установлено – наиболее надежный вариант, обеспечивающий защиту людей и техники благодаря тому, что защитные устройства дополняют и отчасти дублируют друг друга. При замыкании фазы на корпус, избыточный потенциал стекает через систему заземления. Одновременно устройство защитного отключения реагирует на утечку и отключает подачу тока, исключая возможность поражения током людей. Если ток утечки значительно превышает возможности УЗО, может сработать автомат и продублировать его функцию.
Правила безопасного использования
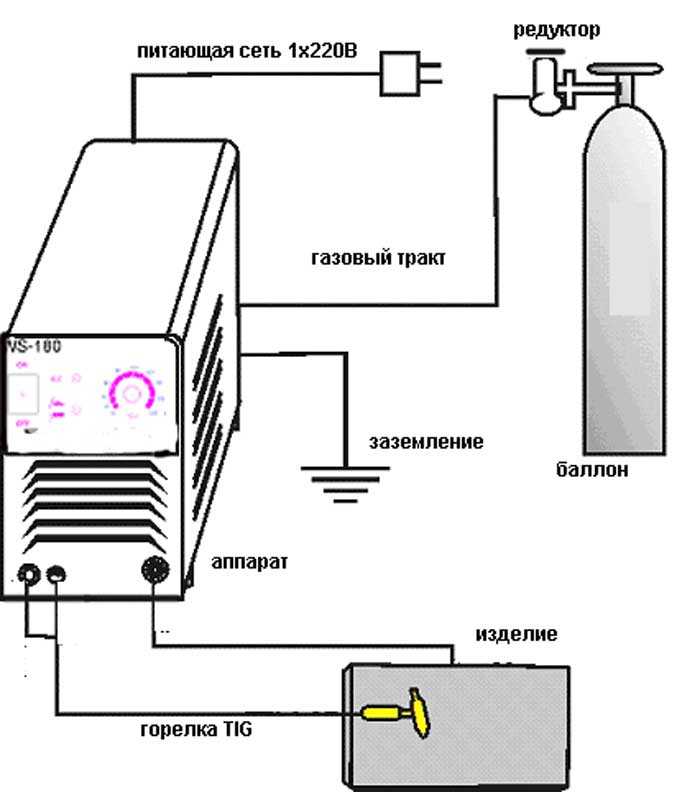
1. Правильное подключение заземления
Перед использованием сварочного агрегата трансформатора необходимо правильно подключить заземляющий провод. Заземление проводится в соответствии с требованиями безопасности и правилами электротехники. Провод заземления должен иметь достаточное сечение, чтобы обеспечить надежное соединение с заземляющим устройством.
2. Проверка заземления
Перед каждым использованием сварочного агрегата трансформатора необходимо проверить правильное заземление. Проверка осуществляется с помощью тестера или специального прибора для измерения сопротивления заземления. Если сопротивление заземления превышает допустимые значения, необходимо принять меры для его устранения.








3. Использование защитной электрооснастки
Во время работы с сварочным агрегатом трансформатора необходимо использовать защитную электрооснастку, состоящую из специальных перчаток, плаща и защитных очков. Это поможет избежать возможных травм и ожогов от искр и брызг расплавленного металла.
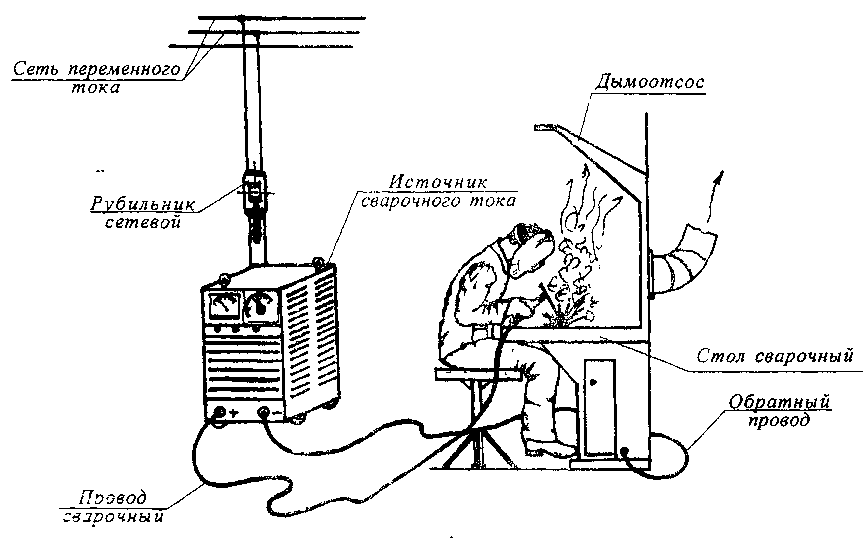
4. Работа в хорошо проветриваемом помещении
Сварка с использованием сварочного агрегата трансформатора может выделять большое количество дыма, газов и паров. Поэтому рекомендуется работать в хорошо проветриваемом помещении или на открытом воздухе. Не рекомендуется сварка в плохо проветриваемых помещениях, таких как подвалы или закрытые гаражи.
5. Утилизация отходов
После окончания работы с сварочным агрегатом трансформатора необходимо правильно утилизировать все отходы, включая электроды и расходность материалов. Это поможет предотвратить загрязнение окружающей среды и соблюсти требования экологической безопасности.
6. Установка предохранительных устройств
Для обеспечения безопасной работы с сварочным агрегатом трансформатора рекомендуется установить предохранительные устройства, которые защитят от перегрузки, короткого замыкания и других аварийных ситуаций. Это позволит предотвратить возможные аварии и сохранить целостность оборудования.
7. Правильное обращение с оборудованием
При работе с сварочным агрегатом трансформатора необходимо соблюдать правила обращения с оборудованием. Не следует допускать механические повреждения, попадание влаги или посторонних предметов внутрь агрегата. Также рекомендуется регулярно проверять состояние кабеля, разъемов и других частей оборудования.
Заземление и зануление
Для защиты человека от удара током в особо опасных условиях эксплуатации нередко используется принцип одновременного заземления и зануления электроустановок. Всем, кто не знаком со вторым понятием, следует знать, что зануление электроустановок – это умышленное соединение их корпусов с нейтралью подводящей силовой линии. Понять принцип его действия поможет ознакомление с тем, как реализуется это способ защиты на практике.
Суть зануления состоит в превращении случайного попадания сетевого напряжения на корпус установки (из-за повреждения изоляции, например) в однофазное короткое замыкание. Отсюда следует, что и рассматриваемое нами заземление и зануление, как системы, выполняют функцию защиты от поражения электрическим током. Но делают они это каждая по-своему (смотрите фото ниже).
Схема заземления и зануления
В одном случае (при заземлении) для получения цепочки стекания тока пробоя применяется отдельное заземляющее устройство, снижающее потенциал на корпусе прибора до безопасного уровня. Для «срабатывания» системы зануления тот же корпус электрически соединяется с нейтралью питающей сети.
Токопроводящие части электроустановок подлежат заземлению или занулению во всех случаях, когда защищаемое оборудование работает в помещениях повышенной опасности (с большой запыленностью и высоким уровнем влажности)
Специалистам, занимающимся вопросами его защиты важно четко представлять себе отличие этих двух понятий. Кроме того им потребуется хорошо разбираться в том как правильно сделать контур заземления для данного образца оборудования