
Ремонт и замена гильзы двигателя
Перед началом ремонта гильзы двигателя необходимо провести диагностику и выявить причину поломки или износа. Помимо самой гильзы, могут потребоваться замена поршней, кольца поршней и других деталей. После этого следует разобрать двигатель и извлечь из него гильзу, которая будет заменена.
Замена гильзы двигателя проводится с использованием специального оборудования и инструментов. Новую гильзу нужно правильно подогнать и установить в блок цилиндров
Важно обеспечить плотное и герметичное соединение, чтобы избежать утечки масла или охлаждающей жидкости
После установки новой гильзы следует собрать двигатель и провести его тестирование. При необходимости можно выполнить дополнительные мероприятия, такие как замена масла и фильтров, настройка клапанов и соответствующая настройка системы смазки и охлаждения.
Ремонт и замена гильзы двигателя являются сложными и трудоемкими процедурами, выполнение которых требует профессиональных навыков и специального оборудования. Поэтому в случае необходимости рекомендуется обратиться к опытным механикам, чтобы гарантировать качественное выполнение работ и долговечность двигателя.
Тонкости и нюансы во время гильзовки блока

Начнем с блоков цилиндров, так как существуют чугунные и алюминиевые изделия, блоки могут быть цельными и с гильзой. Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Нужно отметить, что современные ДВС многих производителей имеют алюминиевый блок цилиндров с сухими гильзами. В таких блоках поршень и поршневые кольца взаимодействуют с алюминиевыми стенками втулок, на которые также нанесено специальное покрытие для придания прочности и износостойкости. В зависимости от покрытия одни алюминиевые блоки допускают использование ремонтных поршней, а также возможна их гильзовка. Для решения задачи в продаже присутствуют алюминиевые гильзы.
Другой тип блоков из алюминия не предусматривает возможности поставить увеличенные поршни и кольца для ремонта, так как завод изготовитель не выпускает ремонтных деталей. При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
Единственным выходом в сложившейся ситуации можно считать установку чугунных гильз в алюминиевый блок цилиндров. Данный способ успешно практикуется мастерами по ремонту двигателей на территории СНГ. Главным условием является обеспечение правильного натяга между гильзой и блоком цилиндров, а также проведение комплексных замеров перед установкой втулок
Важно правильно подобрать тепловые зазоры, обеспечить необходимый отвод тепла. Также следует учитывать некоторые особенности, например, при установке втулок только в один или два цилиндра. Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия
Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км
Также следует учитывать некоторые особенности, например, при установке втулок только в один или два цилиндра. Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Некоторые тонкости гильзования
Чтобы как-то подвести итоги, сделать некоторые уточнения и дополнения, можно разобрать всё по полочкам, рассказать некоторые нюансы и важные моменты.
- БЦ бывают алюминиевыми и чугунными, а также делятся на цельные и с завода гильзованные;
- Существуют блоки, выполненные из алюминия, но не рассчитанные на использование ремонтных поршней;
- Если это цельный БЦ на основе чугуна, его стенки обязательно покрываются коном;
- Крайне редко встречаются моторы, в которых внутри чугунного блока дополнительно применяются стальные гильзы;
- ДВС с алюминиевыми блоками в большинстве своём имеют гильзы. Крайне редко встречаются цельнолитые варианты;
- Многие современные силовые агрегаты оснащаются алюминиевыми БЦ, дополненными сухим типом гильз. Тут на стенки блока наносят специальные твёрдые покрытия, с которыми в процессе работе ДВС контактирует поршень;
- В зависимости от того, какое применяется покрытие, в БЦ можно применять ремонтные поршни и проводить гильзовку. Для этого в продаже доступны втулки из алюминия;
- Есть и такие алюминиевые блоки, где установка увеличенных поршней с кольцами считается невозможной, поскольку производитель не выпускает ремкомплекты. Но и такие блоки можно гильзовать;
- Проблем с гильзованием чугунных блоков куда меньше, чем с установкой втулок в БЦ из алюминия. Это обусловлено высокой стоимостью заводских втулок, поскольку за одну гильзу могут потребовать около 150 долларов. В такой ситуации финансово оправдан лишь ремонт одного цилиндра;
- Альтернативой считается применение втулок из чугуна для алюминиевых БЦ. Этот метод ремонта активно применяется в странах СНГ;
- Когда гильзуется один цилиндр, в соседнем нарушается геометрия;
- При правильно проведённых работах, чугунная втулка в алюминиевом блоке способна продлить срок службы ДВС на 150 тысяч километров.
В наше время и в нынешних условиях получить качественно гильзованный двигатель не так уж сложно. Существует большое количество мастеров и автосервисов, предлагающих подобные услуги.
Фактически гильзовку можно считать один из наиболее эффективных методов против своего рода заговора автопроизводителей. Они отказались от производства долговечных ДВС, поскольку поняли преимущества изготовления менее устойчивых к износу моторов. Так потребители чаще приобретают новые машины.
Чтобы как-то продлить срок службы своему двигателю, при износе БЦ активно применяется метод гильзования. Это реальный способ увеличить жизнь двигателю, а также ещё несколько лет эксплуатировать свой автомобиль.
Неравномерный износ цилиндра
Описание повреждения
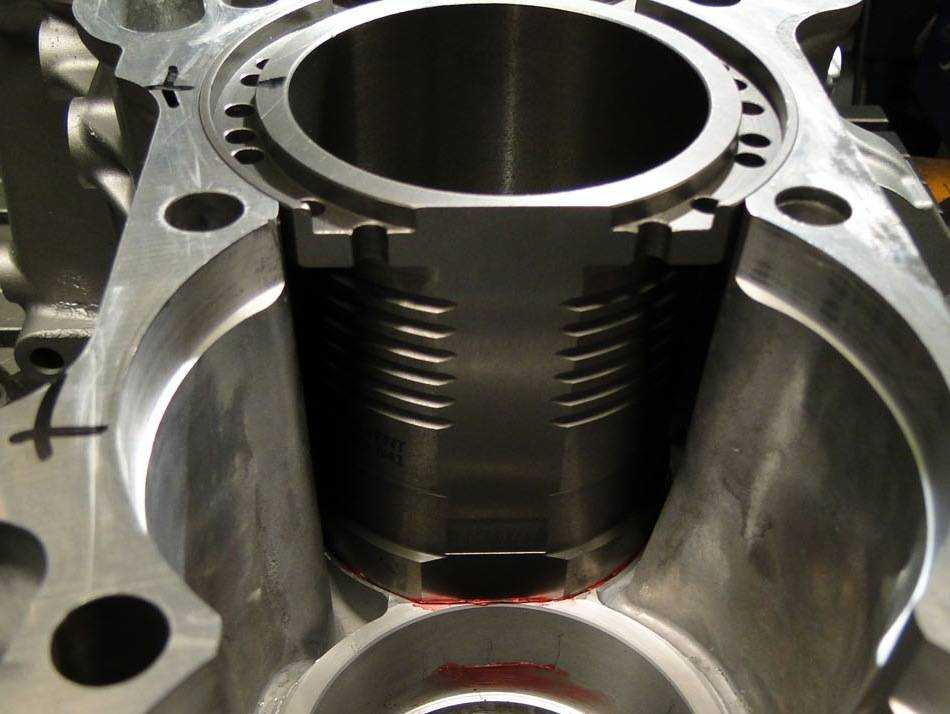
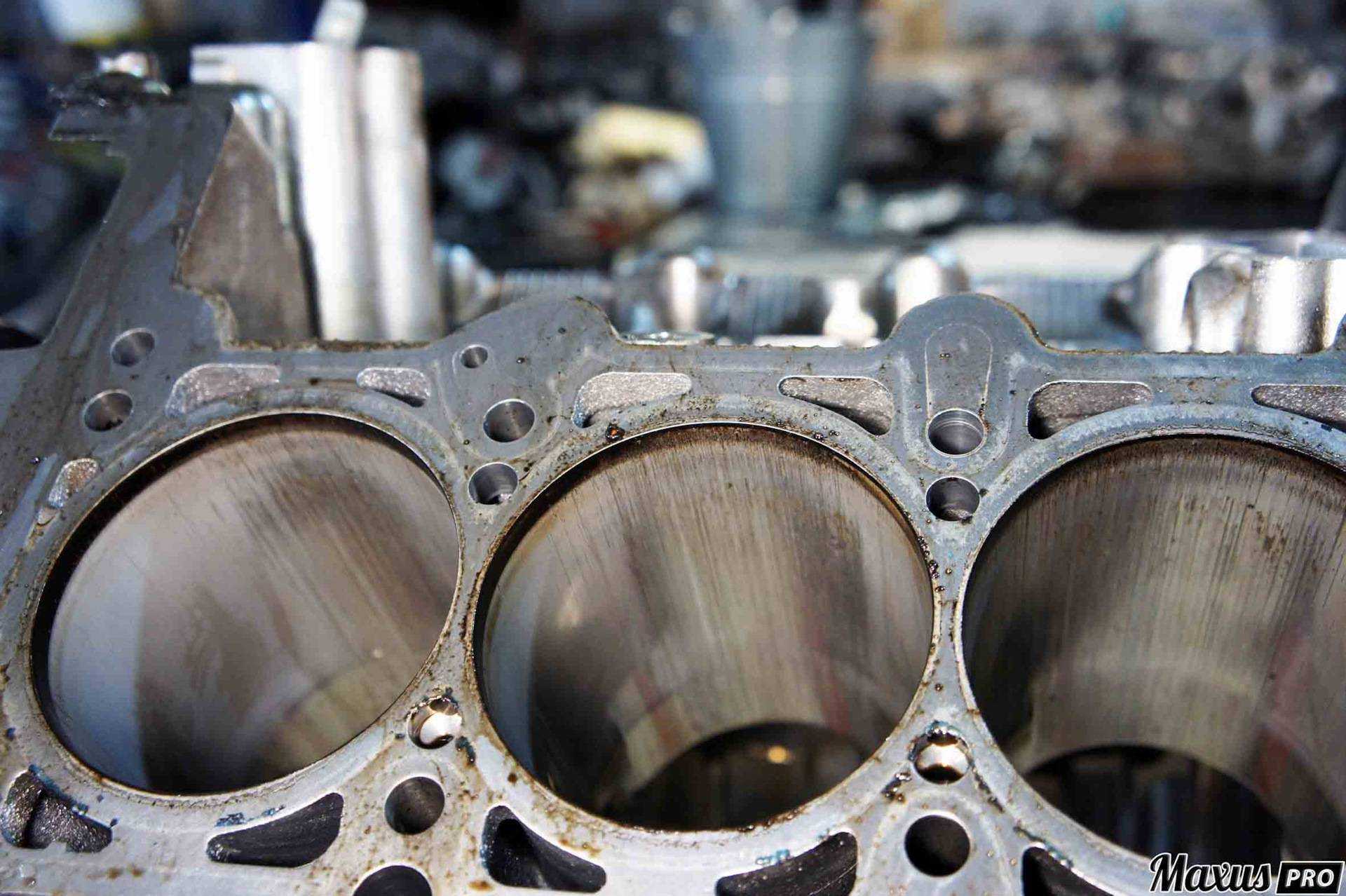
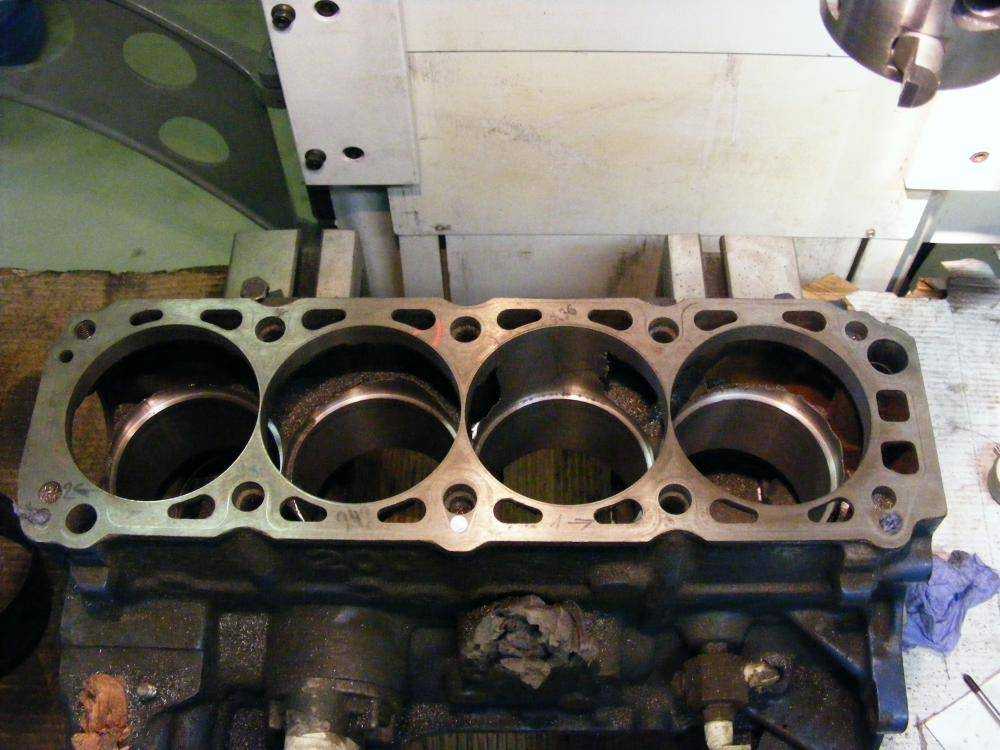
Отверстия цилиндра имеют признаки неравномерного износа в виде отдельных блестящих полированных мест (рис. 2} Поршень не имеет признаков износа или мест истирания. Двигатель теряет масло в точках стыка, особенно, однако, на радиальных уплотнительных кольцах для вала. На рис. 1 четко видна коррозия на наружном периметре гильзы, которая после установки в цилиндр вызвала некруглость цилиндра
 |
|
рис. 2 |
Оценка повреждения
Неравномерный зеркальный внешний вид поверхности скольжения на рабочих поверхностях цилиндра всегда является признаком перекоса цилиндра. Слишком мокрые или сухие гильзы цилиндров могут иметь перекос уже непосредственно после сборки. Поршневые кольца не могут безупречно герметизировать перекос цилиндра ни относительно масла, ни относительно газов сжигания. Масло проходит мимо поршневых колец, попадает в камеру сгорания и сжигается. В результате газов сжигания, протекающих в большом объеме мимо поршня, также повышается давление в блок-картере. Это избыточное давление приводит к потере масла в различных местах стыка двигателя, особенно на радиальных уплотнительных кольцах для вала. Кроме того, масло продавливается во впускной и выпускной коллекторы через направляющую клапана, всасывается двигателем и сжигается или выбрасывается.
Возможные причины повреждения
• неравномерная или неправильная затяжка болтов головки блока цилиндров
• неплоские торцевые поверхности блока цилиндров и головки блока цилиндров.
• нечистая или перекошенная резьба болтов головки блока цилиндров
• неподходящие или неправильные уплотнения головки блока цилиндров.
• дефектная опора буртика в картере, неправильный выступ буртика и перекос и/или износ нижней направляющей буртика могут быть причиной существенного перекоса цилиндра.
• слишком слабая или слишком прочная посадка буртика в картере (в сухих гильзах цилиндра).
• В базовых отверстиях картера в сухих втулках в эксплуатации часто появляются существенные неровности из-за контактной коррозии (коррозия в посадке, рис. 1). В таком случае базовое отверстие цилиндра должно быть тщательно очищено. Если эта очистка сама не обещает успеха, необходимо доработать базовые отверстия цилиндра и затем установить гильзы цилиндра с избыточным наружным размером. Эти очень тонкостенные гильзы должны прилегать к отверстию по всей длине и всему периметру. Если этого нет то, гильзы деформируются уже при вводе в базовое отверстие и тем более в работе двигателя. В сухих гильзах цилиндра различают исполнения «Pressfit» и «Slipfit». Гильзы «Pressfit» впрессовываются в блок цилиндров двигателя, после этого необходимо провести еще расточку и хонингование. Гильзы «Slipfit» полностью обработаны, они вводятся только в базовое отверстие. Из-за зазора, который остается в гильзах «Slipfit» между гильзой и базовым отверстием цилиндра, это исполнение в отличие от исполнения «Pressfit» скорее вызывает проблемы, связанные с перекосом и коррозией.
двигатели склонны к перекосу при монтаже головки блока цилиндров. Если расточка и хонингование в этих двигателях осуществляются обычным способом, то при последующей эксплуатации могут возникнуть проблемы в связи с перекосами.
Рекомендация:
в блоках цилиндров без гильз с цилиндрами,просверленными непосредственно в блок цилиндров, рекомендуется перед обработкой цилиндров навинтить на торцевую поверхность блока цилиндров нажимную пластину. Эта нажимная пластина имеет те же отверстия, что и блок цилиндров за исключением водяных каналов, ее толщина составляет несколько сантиметров. Благодаря навинчиванию и заданной затяжке с моментом затяжки болтов головки блока цилиндров создаются условия напряжений при обработке цилиндра, как будто установлена головка блока цилиндров. Перекосы в отверстиях цилиндров, которые могут возникнуть при затяжке болтов головки, создаются таким образом в определенном виде и учитываются при обработке. Это обеспечивает (при условии правильной обработки) максимальную круглость и цилиндричность отверстия цилиндра при последующей эксплуатации двигателя









Что включает гильзовка блока?
Восстановление работоспособности блока цилиндров методом гильзовки применимо для любого мотора. Некоторые двигатели выходят с завода с уже гильзованными блоками цилиндров. Такие БЦ обычно выпускаются с «мокрыми» гильзами, поэтому при ремонте нужно просто заменить дефектную втулку. Если сравнивать этот ремонт с другими видами гильзовки, то он относится к достаточно простым: подбираются нужные ремонтные гильзы, установка может выполняться вручную. Как правило, замене подлежат только изношенные гильзы, потому что нет необходимости менять все втулки. Предварительно состояние гильз проверяют с помощью нутромера, после этого принимается решение о замене.
Сложнее выполнить эту операцию в негильзованных БЦ, в которых предусмотрена установка «сухих» гильз. Для чугунных блоков используют гильзы, изготовленные из легированного чугуна, а для алюминиевых — из сплавов алюминия. При этом втулки могут изготавливать по различной технологии ― необходимые добавки включаются в состав сплава для производства гильзы или на стенки цилиндров наносится покрытие с требуемыми свойствами.
Предварительно мастер возвращает правильную геометрию посадочным гнездам под втулки. Для этого перед запрессовкой втулок выполняется расточка цилиндров
Важно помнить, что при выполнении этой операции нельзя допускать каких-либо отклонений. Например, появившийся в посадочном гнезде эллипс приведет к появлению этого дефекта на поверхности втулки. Без устранения первоначального дефекта невозможно обеспечить нормальную работу поршней и колец в загильзованном цилиндре
Без устранения первоначального дефекта невозможно обеспечить нормальную работу поршней и колец в загильзованном цилиндре.

Для установки «сухих» гильз применяют метод горячего гильзования:
- блок цилиндров нагревают до 150°С;
- гильзу опускают в жидкий азот для охлаждения;
- потом она обрабатывается средством, которое не позволит возникнуть конденсату при установке охлажденной гильзы в нагретый БЦ;
- гильза устанавливается в посадочное гнездо.
При таком способе гильзовки обеспечивается необходимая плотность посадки втулки и нужный натяг в месте соприкосновения блока цилиндров и гильзы. Установка гильзы выполняется достаточно просто ― втулка устанавливается в посадочном гнезде под собственным весом. В некоторых случаях нужно слегка постучать по втулке молотком.
Метод запрессовки применяют при установке гильз в алюминиевый БЦ без предварительной расточки. Предварительно для этого в посадочное гнездо до запрессовки гильзы в блок наносится герметик.
При условии правильного выполнения всех действий и достижения требуемых параметров отремонтированный двигатель с загильзованным БЦ обеспечит возможность эксплуатации мотора еще не менее 100.000 км пробега
Важно только помнить, что такой пробег возможен лишь при условии своевременного технического обслуживания и эксплуатации ДВС
Алюминиевый двигатель: плюсы, минусы и особенности
В истории не осталось имя того, кто первым задумался о возможности снижении веса двигателя путем замены тяжелого чугуна более легким алюминием при изготовлении блока цилиндров. Более прочный и дешевый чугун имеет в три раза превышает вес алюминия, кроме того, он подвержен коррозии, обладает значительно меньшей теплопроводностью. Известно, что к 30-м годам прошлого века в некоторых гоночных автомобилях применялся двигатель из алюминия, который содержал мокрые чугунные гильзы, которые от корпуса блока разделяла охлаждающая жидкость. В середине прошлого столетия такая конструкция начала применяться в автомобильной промышленности (как пример, мотор Москвича-412), однако полностью вытеснить чугун не удалось, так как конструкция была сложной технологически и обладала рядом недостатков, среди них:
Низкая жесткость блока. Повышенная нагрузка на гильзы. Склонность к «продуванию» прокладки.
Однако к 2005 г. уже половина автомобилей имела алюминиевые блоки цилиндров, и с каждым годом их количество стремительно растет.
Особенности чугунного блока цилиндров
У большинства двигателей блок цилиндров отливают из серого легированного чугуна, который затем подвергают механической обработке. Чугун, в частности, легированный, отличается высокой прочностью и имеет низкий коэффициент трения между материалами, из которых изготовлены поршневые кольца и поршни. Как положительным является тот факт, что чугунные стенки цилиндров отличаются более высокой износостойкостью.
Чтобы улучшить динамику автомобиля мировые производители ищут пути уменьшения веса за счет его составляющих, в том числе и двигателя. Сегодня у многих современных автомобилях стоит алюминиевый блок цилиндров двигателя. Алюминий, кроме своего небольшого веса, никаких других особых преимуществ перед чугуном не имеет.
Особенности алюминиевого двигателя
Алюминиевые сплавы значительно мягче чугуна, поэтому для придания блоку необходимой жёсткости,его несущие стенки делают более толстыми, добавляют для жёсткости ребристую систему. Алюминий обладает более высоким коэффициентом температурного расширения, это требует более строгого контроля за зазорами между деталями двигателя.
Чтобы снизить коэффициент трения, которое возникает между алюминиевым блоком и поршнями, последние покрывают тонким слоем железа.
Плюсы алюминиевых блоков цилиндров
Алюминиевые блоки цилиндров выдерживают температурный режим до +150-200 °C. Теплопроводность алюминиевых сплавов в три раза выше чугунных, это способствует более эффективной работе системы охлаждения двигателя
Очень важно подобрать алюминиевый сплав для блока цилиндров. Он должен соответствовать многим техническим требованиям, среди них:
Низкая стоимость
Отличные литейные свойства. Хорошая обрабатываемость резанием. Невосприимчивость к повышенным температурам
Низкая стоимость. Отличные литейные свойства. Хорошая обрабатываемость резанием. Невосприимчивость к повышенным температурам.
Чаще всего применяются сплавы, не отвечающие жестким требованиям по примесям и загрязнениям, но которые достаточно приблизились к требованиям, предъявляемым для сплавов из первичного алюминия.
Недостатки алюминиевых двигателей
Известно, что алюминиевые сплавы, применяемые для изготовления блоков цилиндров, обладают недостаточной твердостью и износостойкостью, поэтому в блоках цилиндров широко применяются чугунные втулки. Чаще всего чугунные втулки устанавливают посредством их помещения в литейную форму блока перед заливкой. Чугунные втулки могут также устанавливаться путем горячей запрессовки. Чтобы создать прочную и износостойкую поверхность скольжения блока цилиндров используют различные методы напыления: плазменные, термические, электродуговые и др.
Зачем нужно растачивать блок цилиндров
 В настоящее время расточка блока цилиндров делается чаще из желания увеличить мощность двигателя, тогда как раньше к подобным работам приступали чаще с целью ремонта силового агрегата.
В настоящее время расточка блока цилиндров делается чаще из желания увеличить мощность двигателя, тогда как раньше к подобным работам приступали чаще с целью ремонта силового агрегата.
Как известно, в процессе работы все элементы мотора испытывают серьезные нагрузки. Особенно это касается цилиндров и поршней. В процессе работы поршень постоянно трется о стенки цилиндра с огромной скоростью. Несмотря на то, что стенки цилиндров выполнены из прочной стали, она все равно стирается в процессе работы поршней, а сам цилиндр деформируется, переставая быть идеальной округлой формы. Из-за изменения формы цилиндров в сторону овала, ухудшается прилегание поршневых колец, вследствие чего при детонации топливовоздушной смеси отработавшие газы попадают в картер, как и сама горючая смесь. Отсюда сразу начинает снижаться общая мощность двигателя, а мотор начинает активно потреблять масло.
Важно: Основным симптомом, указывающим на «овализацию» цилиндров и попадание отработавших газов в картер, является сизый дым из выхлопной трубы в процессе работы двигателя. Также данный симптом характерен при залегании компрессионных колец
Причиной того, что раньше более часто к расточке блока цилиндров прибегали при необходимости ремонта, а сейчас из-за тюнинга, кроется в шагнувших вперед технологиях. Дело в том, что до конца 1990-х годов сложно было найти в продаже хорошее масло или охлаждающую жидкость. Вернее, они были хороши для тех времен, тогда как сейчас они значительно лучше и сложнее. Каждое моторное масло – это настоящий «склад химии», равно как и охлаждающая жидкость. Различные присадки позволяют значительно продлить жизнь мотора до капитального ремонта. Если раньше капитальный ремонт двигателя, в том числе и расточка блоков цилиндров по причине их «овализации», мог потребоваться уже через 50-60 тысяч пробега, то сейчас современные моторы при правильном уходе за ними достигают подобного износа к 200-250 тысячам километров пробега.







Если проводится расточка блока цилиндров с целью реанимации двигателя, здесь все довольно просто. На специальных станках избавляются от овальной формы цилиндров, стачивая «лишнее». Далее устанавливаются новые поршни большего размера, и после этого можно проехать на автомобиле еще десятки тысяч километров.
 Если же проводится расточка блока цилиндров с целью тюнинга автомобиля, все проходит точно также, но изначально цилиндры имеют правильную форму, соответственно, можно выбрать степень, до которой они будут растачиваться, поскольку здесь нет необходимости избавляться от «овализации». Расточив цилиндры и установив поршни большего размера, можно добиться увеличение мощности. Это происходит, поскольку, чем больше поршень, тем больше топливовоздушной смеси удастся засосать, а чем больше сгорит топлива в процессе работы, тем больше давление при воспламенении на поршень и отсюда возникает увеличение мощности.
Если же проводится расточка блока цилиндров с целью тюнинга автомобиля, все проходит точно также, но изначально цилиндры имеют правильную форму, соответственно, можно выбрать степень, до которой они будут растачиваться, поскольку здесь нет необходимости избавляться от «овализации». Расточив цилиндры и установив поршни большего размера, можно добиться увеличение мощности. Это происходит, поскольку, чем больше поршень, тем больше топливовоздушной смеси удастся засосать, а чем больше сгорит топлива в процессе работы, тем больше давление при воспламенении на поршень и отсюда возникает увеличение мощности.
Расточка коллекторов
Чтобы доработать коллекторы, необходимо выполнить два основных этапа работы.
Этап
Цель
Получить необходимый диаметр каналов в результате выполнения фрезерной обработки коллекторов
Отполировать тракт при помощи специальных инструментов и приспособлений. Для этого необходимо на шланге закрепить наждачную бумагу средней зернистости, а шланг насадить на дрель. За счет вращений насадки внутри расточенного канала достигается необходимый эффект
При выполнении данной операции самым главным является сохранение штатного расположения оси каналов и формы сечения проточной части.
Работа инструментом
Дорабатывая коллекторы, соблюдайте несколько важных правил.
- Перед началом расточки коллектора ГБЦ обязательно точно определите расположение коллекторов относительно головки блока цилиндров. Для этого нужно установить пару штифтов.
- Диаметр отверстия впускного трубопровода можно делать меньше на 1-1,5 миллиметра, чем диаметр ответных окон в головке. Во многом из-за этого многие владельцы ВАЗ 2109 отказываются от расточки коллекторов.
- Отверстия выпускного коллектора по диаметру могут быть равными или больше, чем диаметр ответных трактов ГБЦ на 1-1,5 миллиметра.
Расточка выпускных и впускных каналов ГБЦ
Прежде чем приступить к созданию новой геометрии впускных и выпускных каналов, запомните, что по результатам расточки она обязательно должна оказаться соосной с коллекторами, которые вы уже обработали.
Чтобы соблюсти данное условие, необходимо состыковать трубопровод с ГБЦ и по полученным следам задать необходимую геометрию путем расточки. Для получения четкой метки используйте солидол или пластилин, которым обрабатывается торец ГБЦ.
Расточка каналов ГБЦ должна быть направлена на получение следующих диаметров.
Канал
Диаметр канала
Впускной канал ГБЦ
Выпускной канал ГБЦ
Тракт в головке блока обрабатывается с соблюдением следующей последовательности:
- Растачивается фрезером со стороны коллектора до втулки под клапан;
- Расточка ведется со стороны камеры сгорания. Убедитесь, что седла для новых клапанов установлены;
- Расточка геометрии при помощи шарошек различной конфигурации;
- Шлифовка каналов.
Обработка поверхностей
Важные нюансы
Прежде чем приступить к работе по обработке впускных и выпускных каналов ГБЦ, обратите внимание на несколько важных рекомендаций специалистов:
Дополнительно обрабатывать, доводить до совершенства внутренние поверхности впускных каналов не обязательно при помощи наждачки. Получаемые в результате фрезеровки дефекты на поверхности будут способствовать скапливанию капель бензина и его испарению; Обрабатывая впускной канал четвертого цилиндра, вы обязательно вскроете канал масляной системы
В него потребуется установить выточенную в соответствии с размерами втулку; Дорабатывая каналы, пристальное внимание обратите на соблюдение диаметров. Выполнив отверстия больше положенных размеров, вы рискуете вскрыть рубашку охлаждения, которая проходит рядом. Если это сделать, ваша ГБЦ окажется непригодной для дальнейшего использования
Если это сделать, ваша ГБЦ окажется непригодной для дальнейшего использования.
Установить втулку в четвертном впускном канале нужно обязательно. В противном случае вы оставите один на один тонкую алюминиевую стенку с давлением масла при работающем двигателе. Прорыв такой стенки окажется неизбежен.
Завершающий этап
На завершающем этапе доработки ГБЦ вам потребуется установить на торец головки блока новую прокладку и доработать ее в соответствии с расточкой.
Обязательно выполните доработку фасок и седел клапанов.
Доработка головки блока — это достаточно сложный, трудоемкий процесс, который потребует повышенной концентрации и осторожности в ваших действиях. В связи с этим рекомендуем обращаться к профессионалам, либо выполнять такую работу своими руками, получив предварительно необходимые знания
Допустимость гильзования одного цилиндра
Гильза представляет собой цилиндрическую втулку, которая устанавливается внутри цилиндровой головки двигателя. Гильзы могут быть изготовлены из различных материалов, таких как чугун, алюминий или никелевый сплав. Они предназначены для создания новой поверхности цилиндра, на которой будет работать поршень.
Для гильзования цилиндра двигателя необходимо провести ряд технических процессов. Сначала цилиндр очищается от старого гильзовочного материала и отслойки. Затем новая гильза с тесноприлегающим диаметром устанавливается в цилиндр и закрепляется. После этого производится обработка новой поверхности гильзы, чтобы достичь необходимой шероховатости. В конечном итоге, после гильзования, поверхность цилиндра становится готовой для работы поршня и колец.


Одно из основных преимуществ гильзования одного цилиндра заключается в возможности сократить расходы на ремонт двигателя. При гильзовании одного цилиндра нет необходимости проводить полную переборку всего двигателя, что экономит время и ресурсы. Кроме того, гильзование может увеличить срок службы двигателя, поскольку новая поверхность цилиндра обеспечивает лучшую работу поршней.
Однако, перед гильзованием одного цилиндра необходимо провести тщательную диагностику состояния двигателя. В некоторых случаях гильзование может быть неприемлемо, например, если цилиндр имеет сильные повреждения, трещины или другие серьезные дефекты
Также важно учесть, что гильзование одного цилиндра может привести к небалансировке двигателя, что имеет негативное влияние на его работу
В целом, гильзование одного цилиндра является полностью допустимой и эффективной процедурой при ремонте двигателя. Оно может значительно сэкономить ресурсы и продлить срок его службы. Однако, принятие решения о гильзовании должно быть обоснованным и основываться на результате тщательного анализа состояния двигателя.
Запрессовка гильзы
Если же гильза сухая, процесс монтажа усложняется в несколько раз. Чтобы провести запрессовку потребуется расточка цилиндров, в результате которой специалист должен добиться идеальной геометрии посадочной формы для элемента.
Отступление от норм приведет к неработоспособности цилиндра, не даст возможность нормальному вращению поршня и колец.

Поэтапно процесс запрессовки выглядит следующим образом:
- БЦ прогревается до максимальной температуры;
- Втулка охлаждается посредством воздействия жидкого азота;
- Гнездо обрабатывается герметиком;
- Проводится запрессовывание втулки.

Насколько долговечным будет силовой агрегат зависит от качественности проведения ремонта. При соблюдении требований владельцу авто гарантирована многокилометровая дистанция.
